Detta är ju en väldigt enkel fog som jag tycker borde vara stark nog. Förstärker man dessutom denna med 2 ekdowels så borde den bli plenty strong.
Lite tillbaka där jag startade dock.")


Lite tillbaka där jag startade dock.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Lite olika, oftast Solid works eller NX eftersom jag jobbar i dom, snabbast i NX. Föredrar dock fusion för caddning av möbler då det finns många träslag o annat att välja på och blir enkelt o snabbt OK renderingar jämfört med de andra programmen.V vectrex skrev:
Fan va det här skulle va besvärligt då...

Dum fråga:
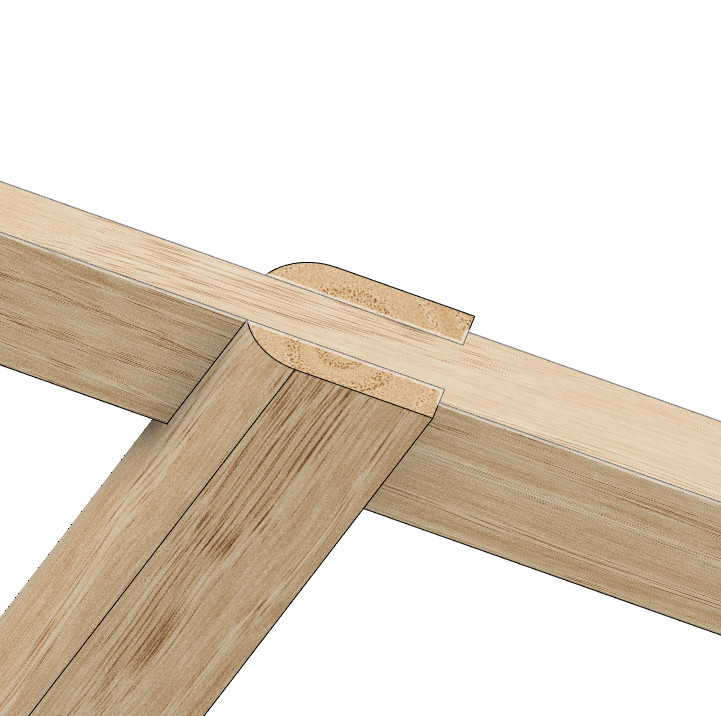
Varför inte göra som i vectrex senaste bild, men sen fräsa en kontraprofil till avrundningen och limma på sidorna av det som går vidare ut till vänster. Tänkt typ så som människor verkar laminera in en dovetail i sina roubo-bänkar.?
Varför inte göra som i vectrex senaste bild, men sen fräsa en kontraprofil till avrundningen och limma på sidorna av det som går vidare ut till vänster. Tänkt typ så som människor verkar laminera in en dovetail i sina roubo-bänkar.?
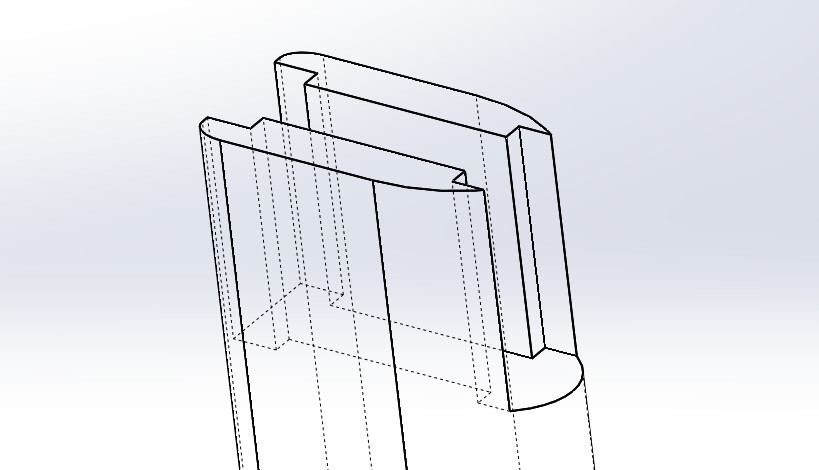
Ny idé. Den här formen (vänster) är inte så svår att få till med sågen följt av fräsning o sen stämjärnande. Botten från sågningen är en bra referens och sen kan man göra nåt vinkelstöd för stämjärnet så man bankar i rätt vinkel. Det är ju väldigt lite att rensa upp efter fräsandet. Efter detta kör man radierna. Ser dock superrisk för tearout på spetsarna och hade nog slutat maskinfräsandet en bit från toppen o kört sista för hand. Överliggaren blir en simpel historia om man lyckas få till benet så här.
Edit..eller. @vectrex den här du ritade är inte så dum alls, då slipper du spetsarna. Vad tror du om en sådan utan klyddet i botten?
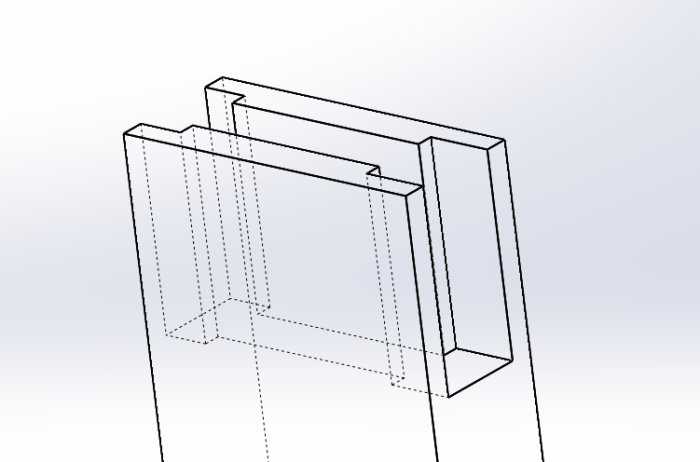
Edit..eller. @vectrex den här du ritade är inte så dum alls, då slipper du spetsarna. Vad tror du om en sådan utan klyddet i botten?
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Ola C skrev:
Ny idé. Den här formen (vänster) är inte så svår att få till med sågen följt av fräsning o sen stämjärnande. Botten från sågningen är en bra referens och sen kan man göra nåt vinkelstöd för stämjärnet så man bankar i rätt vinkel. Det är ju väldigt lite att rensa upp efter fräsandet. Efter detta kör man radierna. Ser dock superrisk för tearout på spetsarna och hade nog slutat maskinfräsandet en bit från toppen o kört sista för hand. Överliggaren blir en simpel historia om man lyckas få till benet så här.
[bild] [bild]
Gillar engagemanget. Men, nu tror jag du börjar bli trött. Är inte det exakt samma som i mitt inlägg 40?
EDIT: Bortsett från radien då, men det är ju bara att stämjärna bort.
Dessutom, vad var felet med min enkla lösning i inlägg 46? Du tror "gaffeln" behöver stöd på båda sidor för att bli stark nog?
Inte heller en dum idé faktiskt, förutom att den där kontraprofilen som skall vara en liten del av en 3/4" radie blir jävligt svår att få till.Frustrator skrev:
Den kommer säkert fungera men den e inte lika kul att spåna påV vectrex skrev:
...och jag tycker en infälld variant är snyggare då det blir jämnare godstjocklekar men nu är det ju under bordet så kanske inte spelar så stor roll.Jag håller visserligen med om att det hade varit snyggare och att det är roligt att fundera på.
Men beställaren bryr sig troligen inte om detta alls, det är bara vi snickerinördar som gör. Ibland måste man vara lite pragmatisk också.
Men det hade varit riktigt häftigt att få till en sådan fog, trots att ingen kommer se den där under bordsskivan...
Jo, det är ju en möjlighet förstås, men det blir mycket svinn! Det är dessutom ändträ så det blir inte helt lättfräst.
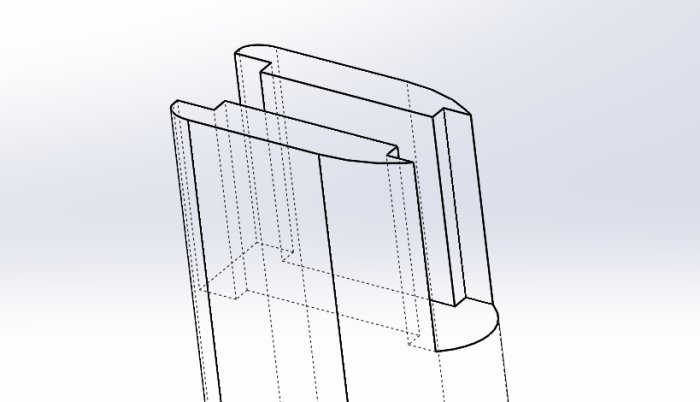
Antar att man i teorin borde kunna fräsa med rätt tjocklek på ämnet direkt genom att använda anhåll och ha fräsen på rätt höjd (fel höjd för 3/4" radie alltså).
Ett annat sätt som borde fungera är att slipa fram radien med spindelslip med 1½" diameter spindel. Någon form av stöd behövs väl dock för att hålla ämnet stabilt på högkant.
Denna iden är nog faktiskt enklast att få bra i praktiken, jag kanske provar det
Att limma på ett extra stycke med innerradie kan väl lösa problemet men det känns aningen klipp o klistra. Dessutom får man en synlig ändträskarv framåt. Hursomhelst, du minns min slipuppställning för att matcha radie?
Jag hade gjort ett provskott på inlägg #49 (nästan = ditt #40), går snabbare att provsnickra än att sitta o klura, jag tror den lösningen kommer bli bra.
Jag hade gjort ett provskott på inlägg #49 (nästan = ditt #40
), går snabbare att provsnickra än att sitta o klura, jag tror den lösningen kommer bli bra.Om man accepterar svinn går det såklart att ställa på högkant, borra med ett vanligt 3/4"borr och sen klyva brädan till önskad tjocklek.V vectrex skrev:Jo, det är ju en möjlighet förstås, men det blir mycket svinn! Det är dessutom ändträ så det blir inte helt lättfräst.
Antar att man i teorin borde kunna fräsa med rätt tjocklek på ämnet direkt genom att använda anhåll och ha fräsen på rätt höjd (fel höjd för 3/4" radie alltså).
Ett annat sätt som borde fungera är att slipa fram radien med spindelslip med 1½" diameter spindel. Någon form av stöd behövs väl dock för att hålla ämnet stabilt på högkant.
Denna iden är nog faktiskt enklast att få bra i praktiken, jag kanske provar det
Klicka här för att svara