Medan jag väntar på att få axeln svarvad till slipmaskinen har jag börjat svetsa ihop det nya anslaget till vertikalfräsen.
Jag lyckades nämligen sälja den pneumatiska kopierfräsinrättningen som kom på köpet med den här vertikalfräsen så jag fick loss kapital och så bytte jag bort den lilla Jolly rikthyveln mot metallfräsning och -svarvning.
Båda halvorna av anslaget blir individuellt rörliga med ställskruv. De där 200x200x20 vinkeljärnsstumparna skall få infrästa falsar som styrs av U-järnen. Fästskruvarna kommer i avlånga hål så man kan skruva vinkeljärnen fram och tillbaka.
Det extremt tjockväggiga vinkeljärnet är förövrigt kapade av en oanvänd gejder till tornet på en stor gaffeltruck.
Vad har ni för åsikter om hur ett bra anslag skall vara beskaffat?
Hurudana skydd skall jag bygga så fräsen uppfyller dagen skrav?
Ideer?
Jag lyckades nämligen sälja den pneumatiska kopierfräsinrättningen som kom på köpet med den här vertikalfräsen så jag fick loss kapital och så bytte jag bort den lilla Jolly rikthyveln mot metallfräsning och -svarvning.
Båda halvorna av anslaget blir individuellt rörliga med ställskruv. De där 200x200x20 vinkeljärnsstumparna skall få infrästa falsar som styrs av U-järnen. Fästskruvarna kommer i avlånga hål så man kan skruva vinkeljärnen fram och tillbaka.
Det extremt tjockväggiga vinkeljärnet är förövrigt kapade av en oanvänd gejder till tornet på en stor gaffeltruck.
Vad har ni för åsikter om hur ett bra anslag skall vara beskaffat?
Hurudana skydd skall jag bygga så fräsen uppfyller dagen skrav?
Ideer?


Spännande!
Jag undrar lite över det gröna fyrkantsröret och staget under detta? Är det för att staga under tillverkningen? Annars ser det ju ut som att de sitter rätt dumt till?
Bra m kraftigt gods, dit anhåll kan inte bli för kraftigt. Anhållen kan knappt bli för långa heller. Riktigt långa anhåll är bra när man behöver montera stopp för fräsningar som börjar och/eller slutar mitt på en bit tex dekorativa v-spår längs en stolpe t en spaljé (satt jag o ritade idag, därför tanken).
Angående utformning:
1) med min nuvarande fräs kom dett ett aigner-anhåll. Vet att det inte är vad du vill höra, men ändå. Det är verkligen helt underbart bra. Jag jobbar snabbare, enklare och mycket mycket säkrare. Det är dyrt men jag kommer att behålla det och sätta på nästa fräs också. Kan du kopiera funktionen m fingrarna i olika höjder på något sätt är det perfekt.
2) givetvis måste anhållen vara skjutbara i sidled, men det är väl självklart.
3) lätt att komma åt handtaget t skruvarna för att flytta hela anhållet in/ut, det är ju dessa som används mest.
4) bra utsug. Se till att insidan är riktigt blankt lackad så att spånen så smidigt som möjligt glider med ut.
5) går det på något sätt att fälla in denna lilla geniala mojäng i vänster anhåll så är det givet, mycket användbar : http://www.lestroj.si/en/tools-equipment/integral-fence.html bild 5
6) någon form av justering (ev shims) så att höger resp vänster sida verkligen ligger i linje m varandra och inte utgör ett "V" eller "upp-och-ner-vänt V" sett uppifrån. Det räcker m ett mycket litet fel för att allt du fräser blir knas.
7) ett fällbart lock eller liknande ovanpå hjälper utsuget rejält när spindeln inte är för högt lyft.
Jag undrar lite över det gröna fyrkantsröret och staget under detta? Är det för att staga under tillverkningen? Annars ser det ju ut som att de sitter rätt dumt till?
Bra m kraftigt gods, dit anhåll kan inte bli för kraftigt. Anhållen kan knappt bli för långa heller. Riktigt långa anhåll är bra när man behöver montera stopp för fräsningar som börjar och/eller slutar mitt på en bit tex dekorativa v-spår längs en stolpe t en spaljé (satt jag o ritade idag, därför tanken).
Angående utformning:
1) med min nuvarande fräs kom dett ett aigner-anhåll. Vet att det inte är vad du vill höra, men ändå. Det är verkligen helt underbart bra. Jag jobbar snabbare, enklare och mycket mycket säkrare. Det är dyrt men jag kommer att behålla det och sätta på nästa fräs också. Kan du kopiera funktionen m fingrarna i olika höjder på något sätt är det perfekt.
2) givetvis måste anhållen vara skjutbara i sidled, men det är väl självklart.
3) lätt att komma åt handtaget t skruvarna för att flytta hela anhållet in/ut, det är ju dessa som används mest.
4) bra utsug. Se till att insidan är riktigt blankt lackad så att spånen så smidigt som möjligt glider med ut.
5) går det på något sätt att fälla in denna lilla geniala mojäng i vänster anhåll så är det givet, mycket användbar : http://www.lestroj.si/en/tools-equipment/integral-fence.html bild 5
6) någon form av justering (ev shims) så att höger resp vänster sida verkligen ligger i linje m varandra och inte utgör ett "V" eller "upp-och-ner-vänt V" sett uppifrån. Det räcker m ett mycket litet fel för att allt du fräser blir knas.
7) ett fällbart lock eller liknande ovanpå hjälper utsuget rejält när spindeln inte är för högt lyft.
Tack Daniel!
Tack vare det där inlägget har jag sparat in två-tre dagars arbete och minst 20 kilo misslyckanden och minst en natts förstörd sömn.
De där klena vinkeljärnen kors och tvärs är bara där för att staga i tillverkningen. Det blir väldigt snabbt väldigt vint när man svetsar 18mm plåt med djupa v-fogar.
Nu funderar jag på om någon här i trakten skulle kunna avspänningsglödga hela klumpen åt mig för att få bort svetsspänningarna.
1. Ja jag vet att aigner är bra. Ett par aignerplattor kostar över 500 euro så de är helt uteslutna just nu men tydligen är det värt att bygga anslaget så att jag kan montera aignerplattor i efterhand. Någon gång då penningrännan börjar luta rätt väg.
Tyvärr tror jag inte att jag kan tillverka en aignerkopia men jag kan ju ta en diskussion med några bekanta metallare som arbetar med bearbetning och se vad de säger.
2. Ja givetvis blir båda plattorna skjutbara i sidled. Frågan är bara om anslagsplattan skall ha en skena bakpå som greppas av spännskruven eller om spännskruven skall vara fäst i plattan och löpa i ett avlångt hål i vinkeljärnet bakom. Vad är bättre?
3. Skruvarna kommer att gå i avlånga hål rakt igenom både övre och nedre flänsen i U-balken. Därför blir de lättillgängliga ovanpå hela anslaget.
4. Jaha..... bra att veta..... blankt lackad är inte direkt någon beskrivning på mitt vanliga kluddmålande men jag kan ju försöka få det litet bättre.
5. Det där går tyvärr över min förmåga. Jag visste inte att såna där existerar..... men jag skall tänka på saken. Kanske föds någon ide.
6. Stort tack! Det där är egentligen självklart att anslaget måste gå att shimsa men jag hade missat den detaljen. Skulle du inte ha påpekat det skulle jag ha slösat bort mycket tid och material. Jag vet redan ungefär hur jag skall ordna det där. Tack än en gång.
7. Finns med i planeringen.
Hur är det med såna där kutterskydd typ Shawguard som tydligen är obligatoriska numera?
Tack vare det där inlägget har jag sparat in två-tre dagars arbete och minst 20 kilo misslyckanden och minst en natts förstörd sömn.
De där klena vinkeljärnen kors och tvärs är bara där för att staga i tillverkningen. Det blir väldigt snabbt väldigt vint när man svetsar 18mm plåt med djupa v-fogar.
Nu funderar jag på om någon här i trakten skulle kunna avspänningsglödga hela klumpen åt mig för att få bort svetsspänningarna.
1. Ja jag vet att aigner är bra. Ett par aignerplattor kostar över 500 euro så de är helt uteslutna just nu men tydligen är det värt att bygga anslaget så att jag kan montera aignerplattor i efterhand. Någon gång då penningrännan börjar luta rätt väg.
Tyvärr tror jag inte att jag kan tillverka en aignerkopia men jag kan ju ta en diskussion med några bekanta metallare som arbetar med bearbetning och se vad de säger.
2. Ja givetvis blir båda plattorna skjutbara i sidled. Frågan är bara om anslagsplattan skall ha en skena bakpå som greppas av spännskruven eller om spännskruven skall vara fäst i plattan och löpa i ett avlångt hål i vinkeljärnet bakom. Vad är bättre?
3. Skruvarna kommer att gå i avlånga hål rakt igenom både övre och nedre flänsen i U-balken. Därför blir de lättillgängliga ovanpå hela anslaget.
4. Jaha..... bra att veta..... blankt lackad är inte direkt någon beskrivning på mitt vanliga kluddmålande men jag kan ju försöka få det litet bättre.
5. Det där går tyvärr över min förmåga. Jag visste inte att såna där existerar..... men jag skall tänka på saken. Kanske föds någon ide.
6. Stort tack! Det där är egentligen självklart att anslaget måste gå att shimsa men jag hade missat den detaljen. Skulle du inte ha påpekat det skulle jag ha slösat bort mycket tid och material. Jag vet redan ungefär hur jag skall ordna det där. Tack än en gång.
7. Finns med i planeringen.
Hur är det med såna där kutterskydd typ Shawguard som tydligen är obligatoriska numera?
Jag tänker typ såhär:heimlaga skrev:Tack Daniel!
Tack vare det där inlägget har jag sparat in två-tre dagars arbete och minst 20 kilo misslyckanden och minst en natts förstörd sömn.
De där klena vinkeljärnen kors och tvärs är bara där för att staga i tillverkningen. Det blir väldigt snabbt väldigt vint när man svetsar 18mm plåt med djupa v-fogar.
Nu funderar jag på om någon här i trakten skulle kunna avspänningsglödga hela klumpen åt mig för att få bort svetsspänningarna.
1. Ja jag vet att aigner är bra. Ett par aignerplattor kostar över 500 euro så de är helt uteslutna just nu men tydligen är det värt att bygga anslaget så att jag kan montera aignerplattor i efterhand. Någon gång då penningrännan börjar luta rätt väg.
Tyvärr tror jag inte att jag kan tillverka en aignerkopia men jag kan ju ta en diskussion med några bekanta metallare som arbetar med bearbetning och se vad de säger.
2. Ja givetvis blir båda plattorna skjutbara i sidled. Frågan är bara om anslagsplattan skall ha en skena bakpå som greppas av spännskruven eller om spännskruven skall vara fäst i plattan och löpa i ett avlångt hål i vinkeljärnet bakom. Vad är bättre?
3. Skruvarna kommer att gå i avlånga hål rakt igenom både övre och nedre flänsen i U-balken. Därför blir de lättillgängliga ovanpå hela anslaget.
4. Jaha..... bra att veta..... blankt lackad är inte direkt någon beskrivning på mitt vanliga kluddmålande men jag kan ju försöka få det litet bättre.
5. Det där går tyvärr över min förmåga. Jag visste inte att såna där existerar..... men jag skall tänka på saken. Kanske föds någon ide.
6. Stort tack! Det där är egentligen självklart att anslaget måste gå att shimsa men jag hade missat den detaljen. Skulle du inte ha påpekat det skulle jag ha slösat bort mycket tid och material. Jag vet redan ungefär hur jag skall ordna det där. Tack än en gång.
7. Finns med i planeringen.
Hur är det med såna där kutterskydd typ Shawguard som tydligen är obligatoriska numera?
2) Jag hade satsat på avlånga hål, fast skruv i anhållet och en stor bricka+ bra handtag på baksidan. Kom ihåg att göra de avlånga hålen i överdimension - anhållet skall vila mot bordet av sin egen tyngd, inte pga att skruven är tight inpassad i det avlånga hålet, då blir det bara jobbigt att flytta och dumt slitage på skruv/hål som leder till kärvhet etc. Se till att ha en riktigt fina glidytor och stor bricka så att allt är lätt att flytta och så det inte blir märke när du spänner, sådana märken leder alltid tilla tt det i framtiden blir svårt att spänna fast anhållet på exakt det ställe där man vill ha det.
3) Låter bra! På tal om att flytta anhållet ut/in så skall mitt nästa anhåll ha en vev+parallellförflyttning med räkneverk eller digital. Så mycket tid man hade sparat istället för att stå och knacka anhåll in/ut. Det är såklart inte så lätt att bygga själv, men det tex 2 st långslagiga mikrometrar kan man få en liknande funktion ändå. Tror att Ola (eller var det bygga_bo?) har byggt på det viset.
6) På tal om shimsning så kan det också vara läge att tänka på hur du kan vara säker på att få anhållet att vara 90 grader gentemot bordet.
En liten tanke är att det får inte heller bli för tungt. För ibland vid mallfräsningar vill man lyfta bort anhållet och montera ett för mallfräsning. Och bygger man med Aigner så blir båda anhållen stadiga tillsammans. Då behöver var och en inte vara superduperstadiga.
En fråga Daniel Om man fräser med förskjutna anhåll tex vid profilfräsning och det försvinner en mm. Så måste man flytta med utmatnings anhållet. Funkar det verkligen då att ha fingrarna monterade mellan anhållen.
En fråga Daniel Om man fräser med förskjutna anhåll tex vid profilfräsning och det försvinner en mm. Så måste man flytta med utmatnings anhållet. Funkar det verkligen då att ha fingrarna monterade mellan anhållen.
Fingrarna är ledade längst till vänster i det högra anhållet och ligger sen an mot en ställskruv som är längst till höger på det vänstra anhållet. Så det beror på.
Har du stort avstånd mellan anhållen kan du klara av ganska stora skillnader i djupled mellan anhållen, men om du har anhållen på "normalavstånd" så klarar de bara en väldigt liten skillnad utan att fingrarna "petar ut". Teoretiskt sätt funkar det inte, i praktiken brukar några tiondelar gå bra. Med det sagt fräser jag i princip aldrig med förskjutna anhåll, om det ska fräsas en hel profil försöker jag istället att spara material uppe eller nere som ligger mot anhållet. Om det inte heller funkar använder jag i första hand mojängen i punkt 5 ovan. Om det inte heller funkar så får man förskjuta anhållen på vanligt vis men man kan ändå fälla över fingrarna över biten man fräser för större säkerhet och lite bättre utsugsförmåga.
Har du stort avstånd mellan anhållen kan du klara av ganska stora skillnader i djupled mellan anhållen, men om du har anhållen på "normalavstånd" så klarar de bara en väldigt liten skillnad utan att fingrarna "petar ut". Teoretiskt sätt funkar det inte, i praktiken brukar några tiondelar gå bra. Med det sagt fräser jag i princip aldrig med förskjutna anhåll, om det ska fräsas en hel profil försöker jag istället att spara material uppe eller nere som ligger mot anhållet. Om det inte heller funkar använder jag i första hand mojängen i punkt 5 ovan. Om det inte heller funkar så får man förskjuta anhållen på vanligt vis men man kan ändå fälla över fingrarna över biten man fräser för större säkerhet och lite bättre utsugsförmåga.
Ha ha. Alltså....föds alla finnar med ett svetshandtag i näven? 
Jag hänger i det här forumet och på Maskinisten, och på andra sidan Bottenhavet svetsas det ihop den ena fantastiska konstruktionen efter den andra...
Jag hänger i det här forumet och på Maskinisten, och på andra sidan Bottenhavet svetsas det ihop den ena fantastiska konstruktionen efter den andra...
Ja, fast det är inget man vill ställa om i tid och otid. Dessutom kan du inte använda den för att ta upp stora skillnader i djupled på anhållen, hur du än skruvar så kommer då högra kanten på vänster anhåll eller vänstra änden på fingrarna att spreta ut. Det är snarare för att ställa allt perfekt när anhållen är på samma läge i djupled.pär h skrev:
Axminster har anslagsplattor med fingrar för ett pris som jag möjligen skulle ha råd med men de är väl för korta för att passa en fullstor maskin?
http://www.axminster.co.uk/integral-fence-set-for-ws1000ta-spindle-moulder-951688
Jag skall fara till skroten nu och se om jag hittar någon skrotbit som ger mig ideer för en finiställning av hela anslaget.
http://www.axminster.co.uk/integral-fence-set-for-ws1000ta-spindle-moulder-951688
Jag skall fara till skroten nu och se om jag hittar någon skrotbit som ger mig ideer för en finiställning av hela anslaget.
Naturligtvis är det skillnad i kvalitet när saker inte får kosta mer än anhållet på axminster gör. Med det sagt så ser det ju rätt vettigt ut tycker jag. Nackdelen är nog inte till största delen storleken, utan att det ser ut som att man manuellt får lossa ett gäng insexsskruvar för att flytta fingrarna, vilket kan leda till slarv pga tidspress. Sen undrar jag (om det nu är insex) hur det blir med alu i längden, nog lätt för slitage o gropar som skruvarna vill dras till när man spänner i framtiden?
Som sagt tror jag inte att storleken på anhållet är det stora problemet. Dels kan du ju (precis som på aigner) fälla undan fingrarna och använda som helt vanliga anhåll, dels kanske du tom kan tillverka egna längre fingrar själv? Det är ju bara längden på fingrarna som påverkar hur stor kutter du kan använda till fullt djup. För min del är den allra största delen av fräsningarna med kuttrar på ca 170mm och mindre i diameter, med huvuddelen under typ 125mm, och framförallt på det sistnämnda behövs inte något stort anhåll av den anledningen.
Vad jag gillar med Axminsters modell kontra aigner är att anhållen är "helt fyllda" på båda sidor om kuttern, dvs inga gap som den frästa biten kan åka in i. Problem när man har tex en 40mm hög bit, falsar ur 30 av dessa och det som kommer ut till vänster om kuttern har en 10mm kant mot anhållet, och just där finns det inget finger eller fast del på anhållet och biten har inget stöd och det blir ved av det man höll på med. På aigner löser man det genom att det finns lösa insatser att stoppa i, men är ju skönt att slippa. Sen kanske fingrarna på axminsteranhållet är för korta för att man helt ska bli av med detta problemet...svårt att säga.
Som sagt tror jag inte att storleken på anhållet är det stora problemet. Dels kan du ju (precis som på aigner) fälla undan fingrarna och använda som helt vanliga anhåll, dels kanske du tom kan tillverka egna längre fingrar själv? Det är ju bara längden på fingrarna som påverkar hur stor kutter du kan använda till fullt djup. För min del är den allra största delen av fräsningarna med kuttrar på ca 170mm och mindre i diameter, med huvuddelen under typ 125mm, och framförallt på det sistnämnda behövs inte något stort anhåll av den anledningen.
Vad jag gillar med Axminsters modell kontra aigner är att anhållen är "helt fyllda" på båda sidor om kuttern, dvs inga gap som den frästa biten kan åka in i. Problem när man har tex en 40mm hög bit, falsar ur 30 av dessa och det som kommer ut till vänster om kuttern har en 10mm kant mot anhållet, och just där finns det inget finger eller fast del på anhållet och biten har inget stöd och det blir ved av det man höll på med. På aigner löser man det genom att det finns lösa insatser att stoppa i, men är ju skönt att slippa. Sen kanske fingrarna på axminsteranhållet är för korta för att man helt ska bli av med detta problemet...svårt att säga.
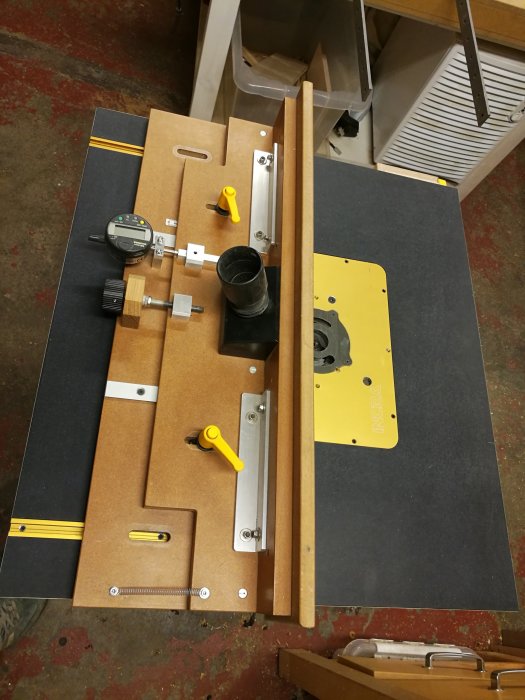
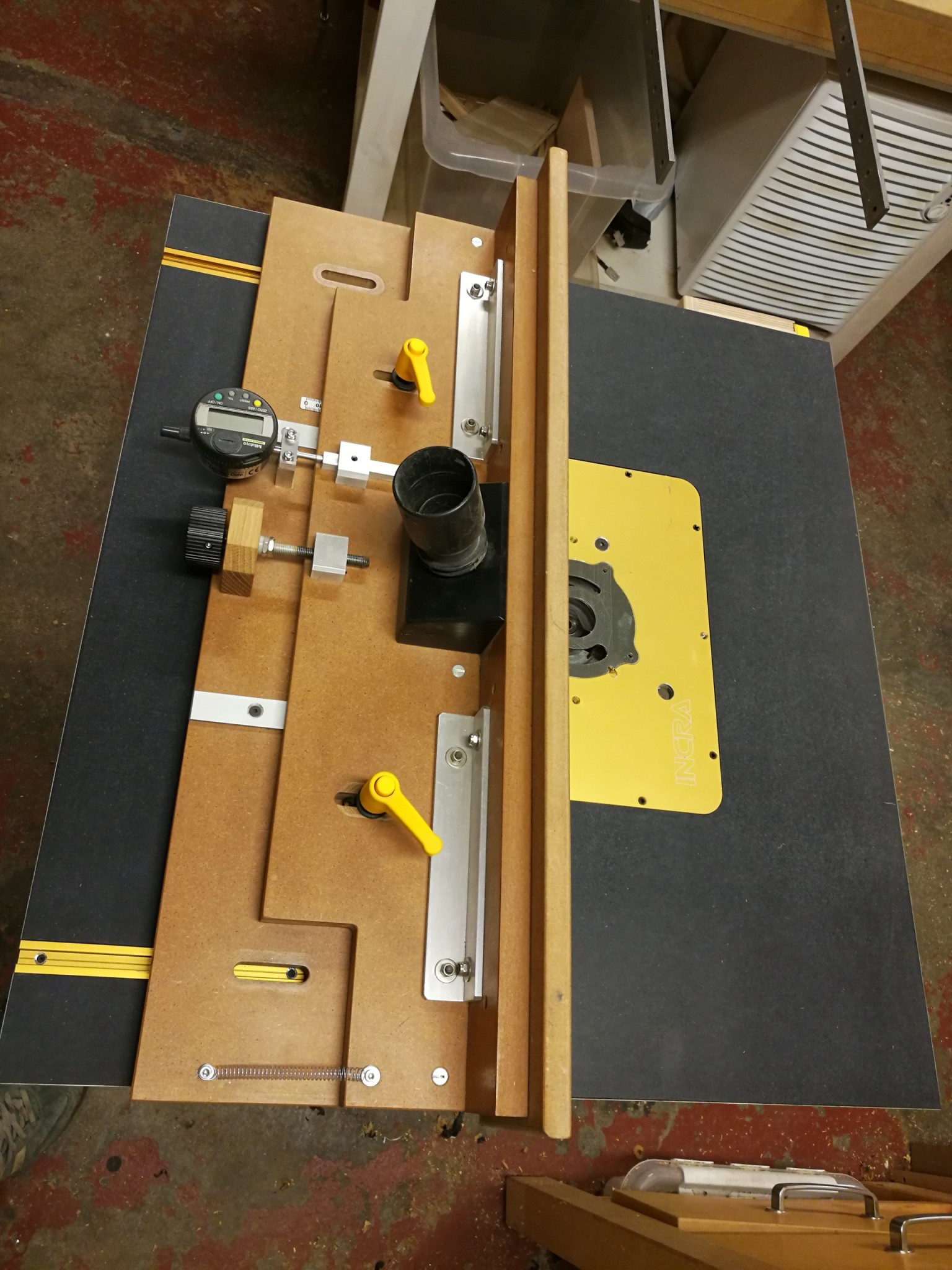
Ja jag har digital finjustering på fräsanhållet men det är ju ett flugviktsanhåll till handöverfräsbordet. Principen kan dock kanske tillämpas även på ett vertikalfräsanhåll. Dock sitter min klocka i mitten, på anhåll med rörliga halvor i djupled behövs väl 2 mätare.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Precis det jag tänkte på, lyxigt! Om man ska ha två klockor (kanske inte behövs, det är otroligt sällan man (eller ja, jag) förskjuter anhållen) så hade jag nog satt ett på mitten för 99% av all koll och sen satt en mot högra anhållet för att ställa in bara detta.
Sen är det såklart så att med större maskiner, tyngre delar och framförallt fler människor som använder dem krävs det mycket kraftigare mätdon men det är ju en annan sak.
Sen är det såklart så att med större maskiner, tyngre delar och framförallt fler människor som använder dem krävs det mycket kraftigare mätdon men det är ju en annan sak.
Vad jag menade med storlek var att Axminsters plattor verkar så korta. De är ju gjorda för såna där små axminsterfräsmaskiner. Ett anslag skall ju vara långt så man får rätt riktning på allt.
Vad fyller de omtalade mätklockorna och mikrometrarna för funktion?
Vad fyller de omtalade mätklockorna och mikrometrarna för funktion?
Mikrometrar slipper du nog? Men mätklockor är riktigt användbart. Idag tillverkade jag tex ett par fönsterbågar. Efter längdning, slitsning, tappning+kontraprofil så skall jag fräsa kittfalsen. Höjden för denna skall vara upp till tappen (normalt 12,0mm) vilket jag lätt ställer in då jag har ett räkneverk med tiondels millimeter på höjdinställningen. I bredd skall det vara cirka 10,0mm - fast det måttet beror på skillnaden i längd på tappens skuldror och man får prova sig fram och knacka anhållet fram och tillbaka för perfekt passform. Idealiskt hade såklart varit ett räkneverk även här. Men även en indikatorklocka vore bra - då kunde jag per ögonmått köra av tex 8mm. Med skjutmått (helst digitalt så nollställer jag på tappen och mäter sen aktuell fals och får omedelbart utan räknefel fram differensen) kan jag sen få fram exakt hur mycket jag skall flytta tillbaka anhållet. Med en klocka kan jag sen flytta exakt det avståndet och omedelbart fräsa igen med hög precision. Idag använder jag en klocka på fot som jag sätter rakt mot anhållet (men med fingrarna i aigneranhållet är detta inte så smidigt, ska ordna det någon dag) men det vore ändå bra att med hög precision kunna flytta anhållet från en känd position.heimlaga skrev:
Sen är det en helt annan sak att setupen med en öppen indikatorklocka enligt bilden inte hade överlevt så länge hos oss men det är en annan sak.
