22 447 läst ·
24 svar
22k läst
24 svar
Vilken av de här två pelarborrmaskinerna?
Elektroniktokig
· 2 457 inlägg
Ja men helsicke såna metalljobb är no problemsAlltgår skrev:
Lite enklare metalljobb blir det. Borra hål i enstaka knivblad främst. Låter som att Boschen kan lösa det. Annars mest trä. Visst hade en Arboga varit alla tiders, men jag behöver en liten nätt bänkmodell och är beredd att leva med begränsningarna som det innebär.
Var och kände på Boschen idag, helt ok intryck. Lutar ditåt, tack för era informativa svar!
Tänkte köpa mig "karbid" borr, för hålen jag ska gör nu först är i ett blad som redan är härdat... Kanske finns sådana dubbhålsborr också? Säkert sjukt billiga då ☺️nanowire skrev:
Medlem
· Västerbottens län
· 18 046 inlägg
Jag föredrar C-borrar (centrerborr) Har högre spetsvinkel och mindre/kortare tvärskär och märket blir där man vill ha det.
Finns även i hårdmetall.
Tveksam att borra i härdat, beror ju mycket på HUR hårt det är.
Protte
Finns även i hårdmetall.
Tveksam att borra i härdat, beror ju mycket på HUR hårt det är.
Protte
Ja, det finns ju bättre saker att sätta borren i. Men där är inget val denna gång. Det är nog inga jättehöga Hrc. Skulle gissa ca 57-58.prototypen skrev:
En sådan här borr tänkte jag testa. För jag misstänker att en "vanlig" HSS-Co inte riktigt vill...
https://m.ebay.com/itm/KLOT-HRC65-T...:m:mXSofM872J9HDdE3c17uLIg&varId=511413930552
Poängen med centerborrar eller dubbhålsborr (inte säker på vad jag har) är att de är korta&stabila och därför inte flexar som en vanlig borr gör, och då särskilt i klenare dimensioner som man ju brukar vilja ha till pilothål.
Om du har en gasbrännare kan du värma tangen, anlöpa den lite, innan du borrar. Om du är försiktig så riskerar du inte bladets härdning.
Är det inte enklare att sätta knivbladet i ett vattenämbar med bladet under ytan och tangan ovanför och så värma bort härdningen ur tangan med en blåslampa.
Sedan går det bra att borra i stålet med en vanlig borr.
Sedan går det bra att borra i stålet med en vanlig borr.
Lite OT.
Dubbhålsborr och centrerborr är förvisso korta, vilket är bra för stabiliteten, men de är också slipade på ett vis som gör att de har väldigt liten tväregg. Det gör att de inte vandrar omkring på ytan. Dubbhålsborr är dock vekare i spetsen, så borrar man bara för centrering så är det bättre med centrerborr. I svarven där man både centrerborrar och dubbhålsborrar så passar ett dubbhålsborr bra för båda ändamålen.
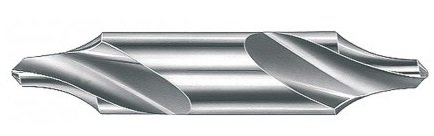
Dubbhålsborr.

Centrerborr.
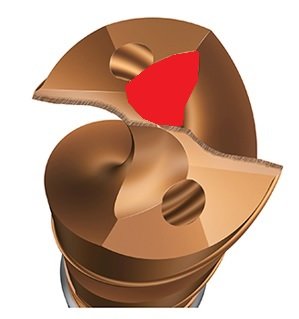
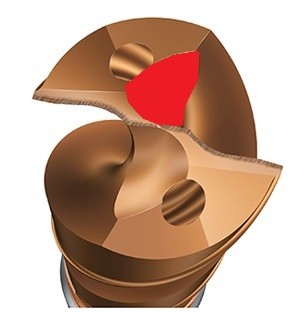
Men! Moderna borrgeometrier, främst lite trubbigare sådana, 135grader och därikring, fungerar inte till uppborrning, utan vandrar i förborrade hål. Den typen av borrar har istället en geometri utan tväregg där man slipar eggen längs en kurva hela vägen in till spetsen. Jag har inget bra svenskt namn på den egenskapen, men på engelska kallas det gash. När man slipar större borr för hand brukar man kalla samma sak för urspetsning. I bilden nedan är gashen märkt med rött på ena sidan.
Orsaken att man har dessa trubbiga geometrier är att de har betydligt bättre avverkning. Moderna maskiner med rejäla spindeleffekter gör att det går att fullborra upp i stora diametrar, så behovet av att förborra av det skälet finns inte heller. Jag körde med en 14mm Corodrill 860 i en Arboga E100 en gång, och där var spindeleffekten lite tveksam att den räckte till. Den lät uppenbart ansträngd när jag körde på avsett varvtal.
Vill man förborra för dessa borrar så gör man det med en likadan, fast kort borr, och borrar sedan till rätt djup med en lång borr. Samma om man ska ha hål med större diameter nära ursprungliga ytan, och mindre längre ner. Hade man borrat det med 118 grader snabbstålsborr så hade gången förmodligen varit (ev förborrning med centrerborr) - borrning till fullt djup med den mindre diametern - upp borrning med den större diametern till avsett djup. Med moderna borr börjar man med att fullborra den större diametern till avsett djup och sedan borrar man den mindre fortsättningen på hålet med en mindre borr.
Attberopå härdat stål så går det bra att borra med solida hårdmetallborrar. Men som sagt, ta den kortaste ni kan få tag i och använd en stadig maskin. Och förborra inte!
Dubbhålsborr och centrerborr är förvisso korta, vilket är bra för stabiliteten, men de är också slipade på ett vis som gör att de har väldigt liten tväregg. Det gör att de inte vandrar omkring på ytan. Dubbhålsborr är dock vekare i spetsen, så borrar man bara för centrering så är det bättre med centrerborr. I svarven där man både centrerborrar och dubbhålsborrar så passar ett dubbhålsborr bra för båda ändamålen.

Dubbhålsborr.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Centrerborr.
Men! Moderna borrgeometrier, främst lite trubbigare sådana, 135grader och därikring, fungerar inte till uppborrning, utan vandrar i förborrade hål. Den typen av borrar har istället en geometri utan tväregg där man slipar eggen längs en kurva hela vägen in till spetsen. Jag har inget bra svenskt namn på den egenskapen, men på engelska kallas det gash. När man slipar större borr för hand brukar man kalla samma sak för urspetsning. I bilden nedan är gashen märkt med rött på ena sidan.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Orsaken att man har dessa trubbiga geometrier är att de har betydligt bättre avverkning. Moderna maskiner med rejäla spindeleffekter gör att det går att fullborra upp i stora diametrar, så behovet av att förborra av det skälet finns inte heller. Jag körde med en 14mm Corodrill 860 i en Arboga E100 en gång, och där var spindeleffekten lite tveksam att den räckte till. Den lät uppenbart ansträngd när jag körde på avsett varvtal.
Vill man förborra för dessa borrar så gör man det med en likadan, fast kort borr, och borrar sedan till rätt djup med en lång borr. Samma om man ska ha hål med större diameter nära ursprungliga ytan, och mindre längre ner. Hade man borrat det med 118 grader snabbstålsborr så hade gången förmodligen varit (ev förborrning med centrerborr) - borrning till fullt djup med den mindre diametern - upp borrning med den större diametern till avsett djup. Med moderna borr börjar man med att fullborra den större diametern till avsett djup och sedan borrar man den mindre fortsättningen på hålet med en mindre borr.
Attberopå härdat stål så går det bra att borra med solida hårdmetallborrar. Men som sagt, ta den kortaste ni kan få tag i och använd en stadig maskin. Och förborra inte!
Med "solid hårdmetallborr", menar du då en sådan som jag länkar till? "Solid carbide" står det. Förutom att borra nytt hål i tången på aktuellt härdat knivblad, så tänkte jag borra upp befintliga 3 mm hål till 6 mm. Vad tror du om den uppgiften? Borret ser ut så här:PNO skrev:
Lite OT.
Dubbhålsborr och centrerborr är förvisso korta, vilket är bra för stabiliteten, men de är också slipade på ett vis som gör att de har väldigt liten tväregg. Det gör att de inte vandrar omkring på ytan. Dubbhålsborr är dock vekare i spetsen, så borrar man bara för centrering så är det bättre med centrerborr. I svarven där man både centrerborrar och dubbhålsborrar så passar ett dubbhålsborr bra för båda ändamålen.
[bild]
Dubbhålsborr.
[bild]
Centrerborr.
Men! Moderna borrgeometrier, främst lite trubbigare sådana, 135grader och därikring, fungerar inte till uppborrning, utan vandrar i förborrade hål. Den typen av borrar har istället en geometri utan tväregg där man slipar eggen längs en kurva hela vägen in till spetsen. Jag har inget bra svenskt namn på den egenskapen, men på engelska kallas det gash. När man slipar större borr för hand brukar man kalla samma sak för urspetsning. I bilden nedan är gashen märkt med rött på ena sidan.
[bild]
Orsaken att man har dessa trubbiga geometrier är att de har betydligt bättre avverkning. Moderna maskiner med rejäla spindeleffekter gör att det går att fullborra upp i stora diametrar, så behovet av att förborra av det skälet finns inte heller. Jag körde med en 14mm Corodrill 860 i en Arboga E100 en gång, och där var spindeleffekten lite tveksam att den räckte till. Den lät uppenbart ansträngd när jag körde på avsett varvtal.
Vill man förborra för dessa borrar så gör man det med en likadan, fast kort borr, och borrar sedan till rätt djup med en lång borr. Samma om man ska ha hål med större diameter nära ursprungliga ytan, och mindre längre ner. Hade man borrat det med 118 grader snabbstålsborr så hade gången förmodligen varit (ev förborrning med centrerborr) - borrning till fullt djup med den mindre diametern - upp borrning med den större diametern till avsett djup. Med moderna borr börjar man med att fullborra den större diametern till avsett djup och sedan borrar man den mindre fortsättningen på hålet med en mindre borr.
Attberopå härdat stål så går det bra att borra med solida hårdmetallborrar. Men som sagt, ta den kortaste ni kan få tag i och använd en stadig maskin. Och förborra inte!

Klicka här för att svara
Produkter som diskuteras i tråden


