Tja
Har fått lite problem med pelarborren som jag skulle ha till snickeriet, hittade den på skroten å den visade sig vara totalt sönder
Men i snickeriet finns en SAC överfräs, så frågan är då om det finns nån "borr" till den. Den har 12cm slaglängd på spindeln så det vore kul om man kunde borra så djupt med. Den kör ju på rätt mycket högre varvtal än en vanlig borrmaskin. Det finns 2 varvtal, 12000 å 18000rpm. Då spar man ju också plats om inte en pelarborr behövs.
Finns det borrar som klarar så höga varvtal?
Har fått lite problem med pelarborren som jag skulle ha till snickeriet, hittade den på skroten å den visade sig vara totalt sönder
Men i snickeriet finns en SAC överfräs, så frågan är då om det finns nån "borr" till den. Den har 12cm slaglängd på spindeln så det vore kul om man kunde borra så djupt med. Den kör ju på rätt mycket högre varvtal än en vanlig borrmaskin. Det finns 2 varvtal, 12000 å 18000rpm. Då spar man ju också plats om inte en pelarborr behövs.
Finns det borrar som klarar så höga varvtal?
Allvetare
· Västra götaland
· 10 922 inlägg
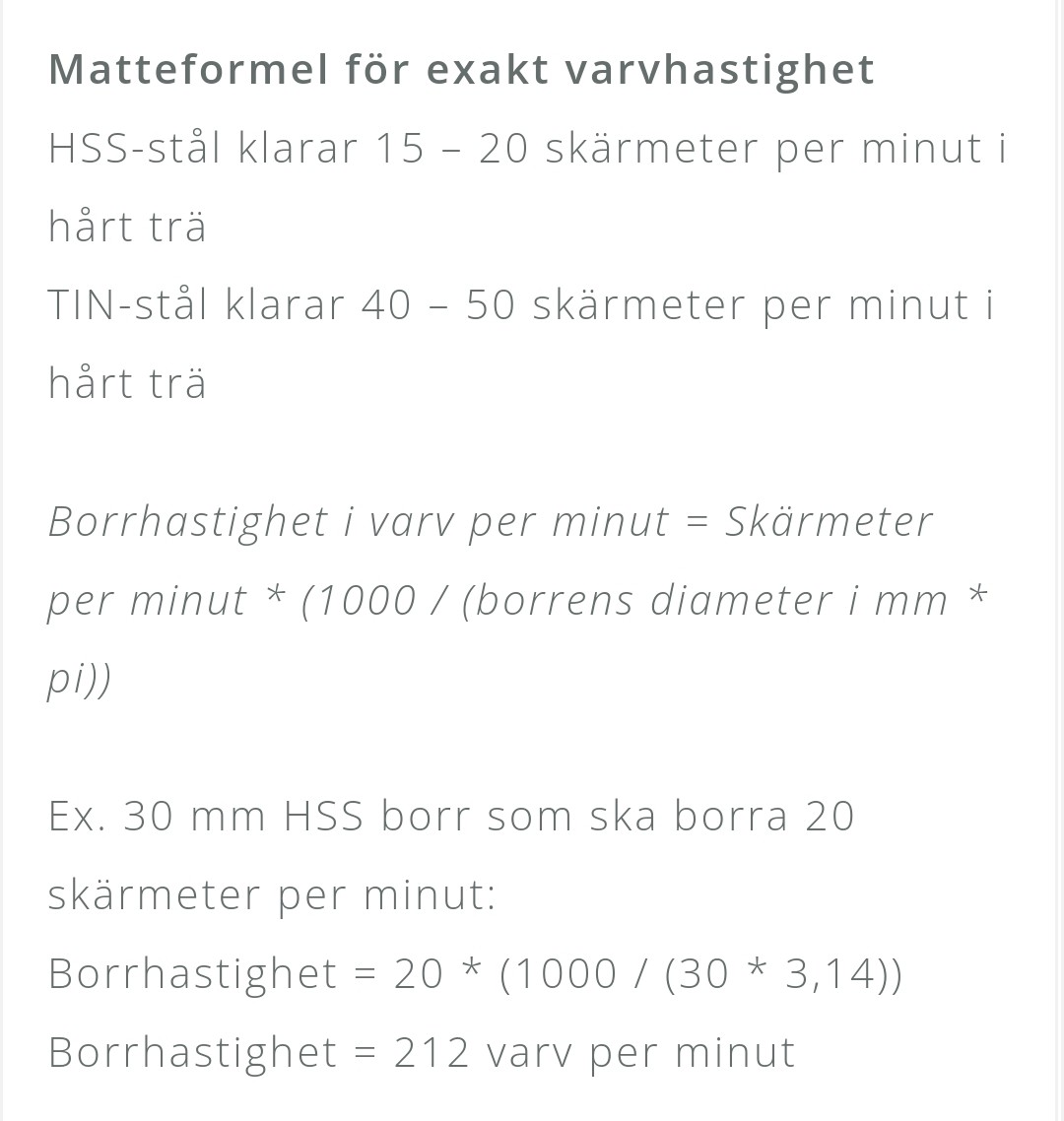
https://snickeriteknik.se/borrhastighet/
Enligt den här sidan kan du räkna såhär;
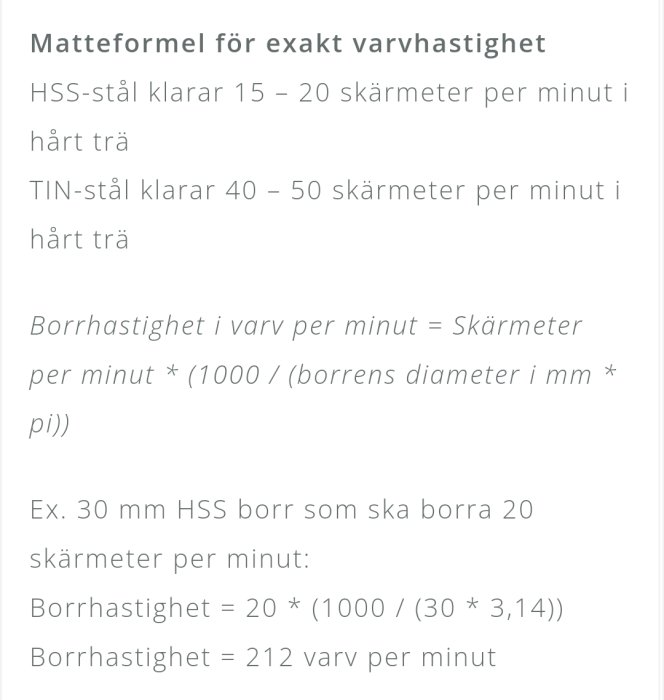
Edit: det betyder att du behöver komma ner på borrar i storleken 0,5 mm ungefär, för att de ska snurra 12000 rpm..
Edit 2: vid 18000 rpm är lagom borrstorlek 0,35 mm, så om du inte har tänkt att ägna dig åt att leka tandläkare är det nog bara att börja spara till pelarborrmaskinen...")
Enligt den här sidan kan du räkna såhär;
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Edit: det betyder att du behöver komma ner på borrar i storleken 0,5 mm ungefär, för att de ska snurra 12000 rpm..
Edit 2: vid 18000 rpm är lagom borrstorlek 0,35 mm, så om du inte har tänkt att ägna dig åt att leka tandläkare är det nog bara att börja spara till pelarborrmaskinen...
Jo det där är väl för vanliga borrar? Men det jag frågar efter är mer om det finns nån specialborr. Antar att den bör likna ett långt frässtål.
Borde väl finnas nåt till typ CNC maskiner, de borrar ju också hål å de kör på runt 18000rpm?
Borde väl finnas nåt till typ CNC maskiner, de borrar ju också hål å de kör på runt 18000rpm?
Ja låter som jag får försöka plocka ner hela pelarborren å byta ut den trasiga axeln. Problemet är att axeln har fastnat i kugghjulet så det inte går att hissa ner borren. Den maskinen kunde borra 30cm djupt...
Allvetare
· Västra götaland
· 10 922 inlägg
CNC-maskiner har ju variabelt varvtal, och använder korrekt varvtal för att uppnå skärhastigheten som verktyget kräver...D Djävulssnickarn skrev:
Om det finns specialborrar för att fästa i en fräs vet jag inte, men i vilket fall som helst så lär inte så höga varvtal vara optimalt... Såvida du inte borrar väldigt små hål, eller med väldigt hög skärhastighet...
Medlem
· Västerbottens län
· 18 047 inlägg
Tycker det låter som väldigt låga skärhastigheter, i samma härad som aluminium, gjutjärn och koppar.
Har stått en del i en zinkmaskin och den varvar i häradet 10 000 varv per minut och det gick bra med 20 mm fräsar.
Hårdmetall tål mer värme och det är väl värme som är problemet.
med 12000 varv så får man nog mata på ganska fort och då hinner inte borren bli så varm.
Har skrivit det förr PROVA, vad kan hända? En anlöpt borr?
Protte
Har stått en del i en zinkmaskin och den varvar i häradet 10 000 varv per minut och det gick bra med 20 mm fräsar.
Hårdmetall tål mer värme och det är väl värme som är problemet.
med 12000 varv så får man nog mata på ganska fort och då hinner inte borren bli så varm.
Har skrivit det förr PROVA, vad kan hända? En anlöpt borr?
Protte
Ja det är pneumatisk sänkning på fräsmaskinens spindel så den matar ner riktigt fort
Frågan är om vi inte kanske talar om samma maskin? För jag vet en som envisas med att kalla överfräsen för sinkmaskinprototypen skrev:
Tycker det låter som väldigt låga skärhastigheter, i samma härad som aluminium, gjutjärn och koppar.
Har stått en del i en zinkmaskin och den varvar i häradet 10 000 varv per minut och det gick bra med 20 mm fräsar.
Hårdmetall tål mer värme och det är väl värme som är problemet.
med 12000 varv så får man nog mata på ganska fort och då hinner inte borren bli så varm.
Har skrivit det förr PROVA, vad kan hända? En anlöpt borr?
Protte

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Så här ser min maskin ut
Medlem
· Västerbottens län
· 18 047 inlägg
Det här är vad jag kallar zinkmaskin, man spänner ena skivan horisontellt och den andra vertikalt och kör zinkor. Vi sinkade aldrig utan den användes till allmänna fräsningar, ungefär som en överfräs.
Vad du har är en överfräs. Funkar som en överhandsfräs.
Protte


Vad du har är en överfräs. Funkar som en överhandsfräs.
Protte

Ja då är det som jag också trodde. Min överfräs hade tidigare använts för att tillverka delar till vävstolar. Nu gör jag lite allt möjligt med den, mycket graveringar
Använder rätt mycket kvistborrar, går dom att ha i överfräsen? De har samma axeltjocklek å passar i spännhylsan till överfräsen
Något härifrån.
Cobolt Kvistborr med hårdmetallskär - tooltrust.se
Cobolt Kvistborr med hårdmetallskär - tooltrust.se
Klicka här för att svara