
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Hej,
Fick med en justerbar slits- och tappfräs kutter till min vertikalfräs.
Kruxet är att jag inte vet hur jag ska använda den riktigt…
Står att den är justerbar mellan 8-16mm med medföljande mellanringar, om man tittar på där den säljs.
Men behöver man inte låsa halvorna inbördes med varandra?
Hittade några olika mellanringar, några med hål, andra utan.
Ska det vara några stift i hålen??
Känns vanskligt att tex lägga 8mm ringar och halvorna kan rotera fritt i förhållande till varandra, bara låst med spindel-skruven?
/Henke
Bästa svaret
Det brukar finnas styrstift på verktyget, som matchar hålen i de medföljande shimsen. Jag föredrar verktyg utan styrstift. Du kan använda vilka shims och distansringar du vill, samt vända verktygshalvorna hur du vill. Om verktygshalvorna skulle kunna rotera inbördes har du inte dragit åt spindelskruven tillräckligt. Styrstiften har inget med detta att göra.
Jo men jag jag tyckte att om man shimsade 8mm så kan de inte haka tag i varandra.H heimlaga skrev:
Jag kanske måste kolla igen, men är rätt säker på att med 8mm så kan de ”rotera fritt”
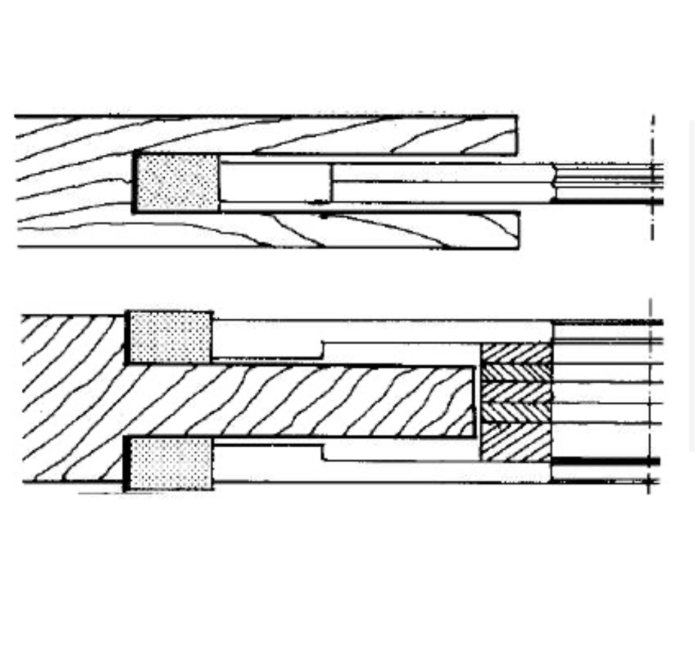
Förmodligen är de ju jag som är helt dum i huvve, men tittar man på bilden från Luna-katalogen så ser det ut som frästallrikarna ligger i samma läge när de är shimsade, som när de är utan shims.
Men för att kunna få det som på genomskärningsbilden så behöver man isf shimsa rejält mycket!
(Jag fick ju inga shims med så jag vet ju inte vad som följde med original, hur tjocka de var totalt för att fräsa 8mm tapp)
Här är en dagsfärsk julaftonsvideo från en kall snickarverkstad:
Kanske ska man skifta övre med undre för att få dem att hamna längre från varandra?
God Jul!
…och tack för att ni hjälper en nybörjare!
Men för att kunna få det som på genomskärningsbilden så behöver man isf shimsa rejält mycket!
(Jag fick ju inga shims med så jag vet ju inte vad som följde med original, hur tjocka de var totalt för att fräsa 8mm tapp)

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Här är en dagsfärsk julaftonsvideo från en kall snickarverkstad:
Kanske ska man skifta övre med undre för att få dem att hamna längre från varandra?
God Jul!
…och tack för att ni hjälper en nybörjare!
8-16 mm är ett värde på en not du kan fräsa. Tunnare går naturligtvis inte, och gör du en tjockare lämnar den ett blad i mitten. En tapp kan fräsas så tjock du vill, det enda som begränsar är hur många ringar du har, samt hur lång frässpindel. Den enda gången du behöver oroa dig för rotation sinsemellan är om den är uppshimsad precis så att skären skulle slå i varandra om det skulle hända. Byt plats på dem vid tappfräsning")
Prova lite olika saker och lär dig. Lite material är billigt, fokusera på din säkerhet, akta fingrar etc. Lycka till och God jul
Prova lite olika saker och lär dig. Lite material är billigt, fokusera på din säkerhet, akta fingrar etc. Lycka till och God jul
Redigerat av moderator:
Om det är ett 8-16 mm slitsverktyg bör varje halva vara 8mm eller några tiondelar mindre. För att få en slits som är 16 mm måste du shimsa 8mm +ev några tiondelar(dessa shims ingår i kittet). Skall du göra en tapp kan du, om du har fler shimsringar lägga till lika mycket som tappen skall vara tjock. Eller så shiftar du plats på verktygshalvorna och använder dina 8mm orginalshims för en 8 mm tapp, och adderar fler för tjockare tapp.
Klicka här för att svara