Vertikalfräs med släde.
Ett återkommande moment med relativt hög volym som jag tidigare gjort på justersågen, nu införskaffat en verikalfräs men blir osäker i kutterjungeln.
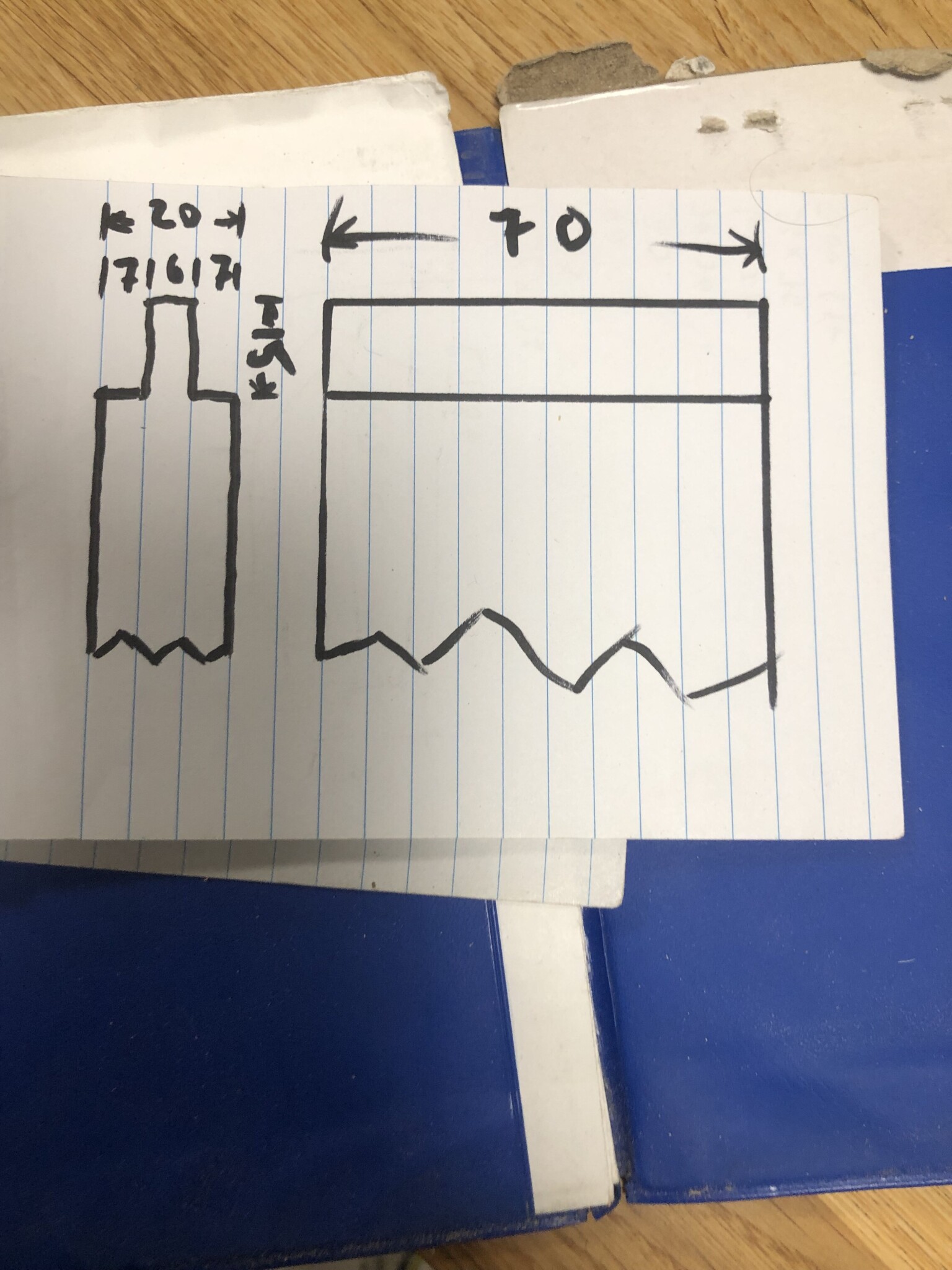
Vilket är det bästa sättet att göra en tapp på 6x15mm i 20x70 ek/ask?
Främst vilken typ av kutter/kuttrar för båda sidor samtidigt.

Ett återkommande moment med relativt hög volym som jag tidigare gjort på justersågen, nu införskaffat en verikalfräs men blir osäker i kutterjungeln.
Vilket är det bästa sättet att göra en tapp på 6x15mm i 20x70 ek/ask?
Främst vilken typ av kutter/kuttrar för båda sidor samtidigt.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Två vanliga slitskuttrar med lämpligt antal 30mm passbrickor emellan. Passbrickor i olika tjocklekar från 0,1 till 2 mm finns att köpa i skruvaffärer som riktar sig till industrin.
Du har väl tappsläde till fräsen?
Du har väl tappsläde till fräsen?
Tack!H heimlaga skrev:
Är jag för kinkig om jag tänker på risk på diff i diameter vid slipning?
Släde ja, justerbord på maskinen.
Det vill du nog tänka på när du sliparI Isak_L skrev:
så inte ena skuldran glipar.
Om du skärpningen jiggar
kan du se till att alla eggar
på samma radie hamnar.
(Ursäkta, det började rimma och då kände jag mig tvungen att fortsätta.)
Tänker att en jigg för slipningen ändå behövs för att se till att alla skär på samma kutter hamnar på samma radie så den inte skär ojämnt (eller är det bara ett skär per kutter?).
Skall du köpa nya verktyg väljer du något med vändskär. Då får du inte problem med varierande mått på verktygen. Är två verktyg för dyrt köper du ett och kör tappen i två steg. Eftersom tappen är symmetrisk kör du ena sidan och vänder biten och tar andra sidan. Den metoden fungerar utmärkt om du har gamla verktyg med varierande dimensioner också.
Med min hembyggda slipmaskin kan jag slipa betten tillräckligt lika för att skillnaden skall sakna praktisk betydelse.
Då man fräser först ena sidan och sedan andra sidan på tappar brukar det bli omöjligt att få lämntjocka tappar så då måste man finpassa dem för hand med hyggjärn och handhyvel och det tar tid.
Då man fräser först ena sidan och sedan andra sidan på tappar brukar det bli omöjligt att få lämntjocka tappar så då måste man finpassa dem för hand med hyggjärn och handhyvel och det tar tid.
Redigerat:
Tack för alla svar!
Körde ett tapp/slits-kit från cmt, 150mm med alukropp och vändskär, jämförelsevis billigt alternativ. Är alltid noga med rengöring och åtdragning på vändskär men kanske extra noga här då små gängor och aluminium känns lite halvsketchy..
Efter 120st tappar är jag mycket nöjd med resultatet men nojar lite hur aluminiumet funkar i längden. Någon med egen erfarenhet?
Körde ett tapp/slits-kit från cmt, 150mm med alukropp och vändskär, jämförelsevis billigt alternativ. Är alltid noga med rengöring och åtdragning på vändskär men kanske extra noga här då små gängor och aluminium känns lite halvsketchy..
Efter 120st tappar är jag mycket nöjd med resultatet men nojar lite hur aluminiumet funkar i längden. Någon med egen erfarenhet?

Vändskär är generellt att föredra. Alukuttrar är jag inte så gladför, men det är ju relativt små ingrepp så belastningarna på dem är ju ganska små. Och såklart var försiktigt med byte vändskär etc.
Kanske kan vara läge att kolla upp lämpligt åtdragningsmoment och skaffa en momentnyckel? (tänker högt snarare än vet något säkert)I Isak_L skrev:
Sen är ju aluminum mer utmattningskänsligt än stål (om jag minns min hållfasthetslära rätt så finns det inte någon lägre gräns för vilka upprepade belastningar som ger materialutmattning i aluminium medan för stål kan man genom att alltid ligga under en gräns klara oändligt många lastcykler).
Klicka här för att svara