Ser onekligen läckert ut med de stora sinkorna. Jag skulle nog försöka göra sinkornas längdsnitt på bandsågen med anhåll och djupstopp (justera för bladdrift först) och därefter tvärkapa de första mm av tvärsnitten från skivans synliga sida, med stämjärn och ta resten med Feinmaskinen.
Som jag ser det så kan man bara fräsa det från ändträet om man inte vill göra det helt för hand.
Att förskjuta stavarna blir nog rätt svårt och omöjligt om man vill jobba med andra vinklar mellan arbetsstyckena.
40 mm ek bär respekt med sig, det blir "några" pass med handöverfräsen för varje sink och jiggen måste sitta till hundra procent. Det finns fräsar med den skärlängden på bl a Toolbox men de kostar en del, vilket är ännu ett skäl till att man vill ta det lugnt och avverka typ 5 mm i varje pass.
Urslag och splitter löser man enkelt genom att fästa bitar på var sida om och även de skall sitta bergfast, dvs inga billiga enhandstvingar *S*
Med den skärlängden, dvs över 40 mm, så bör man nog fundera på en fräs med 12 mm spännchuck, en billig maskin med typ 6/8 mm lär inte klara av de krafterna som det kommer att handla om här utan lagring mm lär ta stryk rätt snabbt så att fräsen börjar att slå.
Det var lite funderingar, inom parantes såg jag ett snyggt soffbord häromdagen där de just fingersinkat ihop styckena men då även i 135 graders vinklar och det är därför jag gärna ser generella lösningar, det är så jäkla trist att göra om saker ibland *S*
/Kent
Att förskjuta stavarna blir nog rätt svårt och omöjligt om man vill jobba med andra vinklar mellan arbetsstyckena.
40 mm ek bär respekt med sig, det blir "några" pass med handöverfräsen för varje sink och jiggen måste sitta till hundra procent. Det finns fräsar med den skärlängden på bl a Toolbox men de kostar en del, vilket är ännu ett skäl till att man vill ta det lugnt och avverka typ 5 mm i varje pass.
Urslag och splitter löser man enkelt genom att fästa bitar på var sida om och även de skall sitta bergfast, dvs inga billiga enhandstvingar *S*
Med den skärlängden, dvs över 40 mm, så bör man nog fundera på en fräs med 12 mm spännchuck, en billig maskin med typ 6/8 mm lär inte klara av de krafterna som det kommer att handla om här utan lagring mm lär ta stryk rätt snabbt så att fräsen börjar att slå.
Det var lite funderingar, inom parantes såg jag ett snyggt soffbord häromdagen där de just fingersinkat ihop styckena men då även i 135 graders vinklar och det är därför jag gärna ser generella lösningar, det är så jäkla trist att göra om saker ibland *S*
/Kent
Nu har jag också provat denna typ av hemmabyggd fräsjigg för sockerlådssinkar. Efter att ha fräst över 500 12mm sinkar i furu på en dag så har jag kommit fram till följande. Det var enkelt att bygga jiggen och det fungerade snabbt och enkelt att använda den. Tyvärr så blir det ju en hel del splittrade kanter. Det går ju att undvika om det är viktigt och man har tid att spänna fast ett extra trästycke på fram och baksida. Jag skulle som sagt göra över 500...
Metoden har dock en besvärande nackdel och det är att ett eventuellt fel i avståndet mellan styrskena och fräs eller fel diameter på fräsen adderas för varje sink man fräser i arbetsstycket. Om avståndet är 0,1mm fel så har det vuxit till 1,0mm efter tio sinkar i arbetsstycket, då får man inte ihop det. (Samma problem om fräsen har avvikande diameter.) Man måste mao ställa in jiggen mycket exakt om man ska fräsa många sinkar i varje hörn. Det handlar om hundradels millimeter om man ska göra över tio sinkar i ett hörn.
Metoden har dock en besvärande nackdel och det är att ett eventuellt fel i avståndet mellan styrskena och fräs eller fel diameter på fräsen adderas för varje sink man fräser i arbetsstycket. Om avståndet är 0,1mm fel så har det vuxit till 1,0mm efter tio sinkar i arbetsstycket, då får man inte ihop det. (Samma problem om fräsen har avvikande diameter.) Man måste mao ställa in jiggen mycket exakt om man ska fräsa många sinkar i varje hörn. Det handlar om hundradels millimeter om man ska göra över tio sinkar i ett hörn.
Om avståndet är 0,1 mm fel så har den totala förskjutningen av den tionde sinken blivit 1mm. Men varje sink diffar bara på 0,1mm. så diffen när man skall sätta ihop dom blir alltså 0,2. Dvs. 0,1 på varje bräda. Så gör du 100 sinkar så får det plats med 99 eller 101 (förskjutet 0,1mm*100sinkar = 10mm), men varje sink diffar som sagt bara med 0,1mm.Eld skrev:Metoden har dock en besvärande nackdel och det är att ett eventuellt fel i avståndet mellan styrskena och fräs eller fel diameter på fräsen adderas för varje sink man fräser i arbetsstycket. Om avståndet är 0,1mm fel så har det vuxit till 1,0mm efter tio sinkar i arbetsstycket, då får man inte ihop det. (Samma problem om fräsen har avvikande diameter.) Man måste mao ställa in jiggen mycket exakt om man ska fräsa många sinkar i varje hörn. Det handlar om hundradels millimeter om man ska göra över tio sinkar i ett hörn.
Enklast är väl att använda två provbitar, göra tre sinkor på varje, prova passningen, finjustera, prova igen.
Ett annat enkelt sätt att få rätt avstånd på förstasinken när man gör den andra biten är att vända den första biten och sätta den yttersta sinken mot styrskenan och sen sätta andra biten kant i kant mot den första biten.
Ja, det är så jag brukar göra.Eld skrev:
Förstår inte behovet att vända ena arbetsstycket?
Om det blir en utskjutande tapp som sista delen på det första arbetsstycket så kan man använda den som mall och vända på andra arbetsstycket, då funkar det med arbetsstycken från olika håll.
Skulle man vilja ha en smalare första-tapp så kan man ju lägga en smalare distanspinne emellan. och på andrastycket använda förstastyckets förstatapp som distans.
tex. 10mm frässtål/avstånd, och distanspinne på 4mm, blir förstatappen 6mm bred.
När man sen vänder på den och sätter den som distans till andrastycket så kommer det att ge en perfekt distans av 6mm och fräsen kommer att fräsa av 6mm av andrastycket.
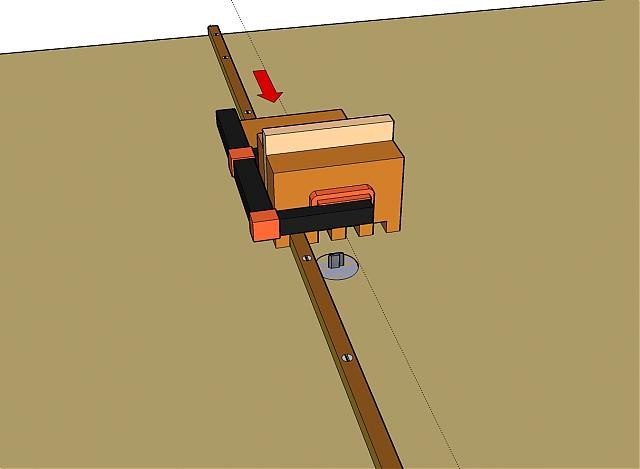
Efter att ha läst Pernittas inlägg om fräsningen var jag förstås tvungen att pröva! Jag har gjort en släde (i princip samma sak som Pernitta kallar för påskjutare), men också en bit som går före över frässtålet. Poängen med det systemet är att man kan köra många bitar på en gång. Jag har prövat med fyra sjumillimetersbitar på en gång så här långt och det gick bra, och något splitter blev det inte, utom på släden, men det var ju så att säga meningen. Åtminstone en av provbitarna var skev, men hölls rak av trycket när den frästes och då gick det galant att limma ihop den med en annan sida rakt sen.
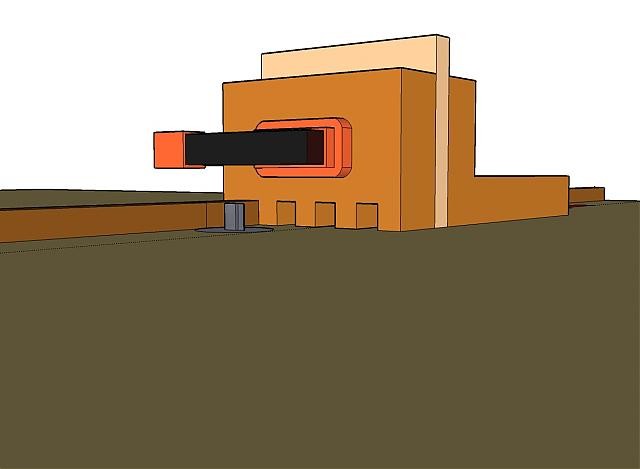
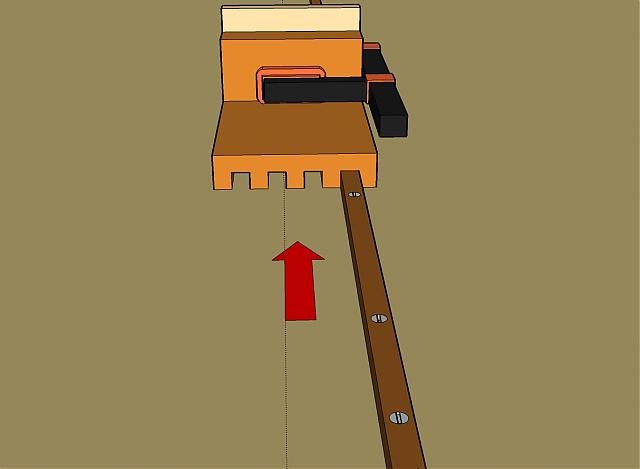
Jag ska utveckla systemet lite, men här kommer några skisser som jag snickrat ihop i Sketchup.
PS. Det där orange och svarta är en symbolisk snabbtving alltså.
Jag ska utveckla systemet lite, men här kommer några skisser som jag snickrat ihop i Sketchup.
PS. Det där orange och svarta är en symbolisk snabbtving alltså.
")
Jag har just tillverkat 6 lådor till mitt fräsbord med denna teknik. Helt kanon.
Jag köpte 10mm aluminium 4-kantrör på bauhaus.
jag tycker att bredden på fingrarna blir ganska så ok vid 10mm.
Men jag har bara en enkel påskjutare och jag spänner ej fast arbetsstycket.
jag tycker det blir bra utan det.
Jag köpte 10mm aluminium 4-kantrör på bauhaus.
jag tycker att bredden på fingrarna blir ganska så ok vid 10mm.
Men jag har bara en enkel påskjutare och jag spänner ej fast arbetsstycket.
jag tycker det blir bra utan det.
Visst går det bra utan, men med tvingen kan man köra många bitar åt gången om man har det behovet.
Fler bitar samtidigt... Ja just det kan ju vara bra så får man bara problem med utslag på sista biten... och där har man en spillbit.. Ja då går det inte åt så många spillbitar. Ja det var ju smart.
Fast jag tycker dock att det nyper lite runt styrskenan och att det går lite trögt..
så fler bitar blir ännu trögare..
Skulle behöva en styrskena som är en tiondel smalare än fräsen (eller nått)...
Jag såg på WOODWORKINGSHANNEL att dom även gjorde laxstjärtar.
Jag tyckte det såg ut som om dom hadde samma styrskena även då.
Är det nån annan som sett.. Men visst det borde funka för pressar man arbetsstycket åt samma håll hela tiden borde man få samma delning..
Är det nån som provat..
Fast jag tycker dock att det nyper lite runt styrskenan och att det går lite trögt..
så fler bitar blir ännu trögare..
Skulle behöva en styrskena som är en tiondel smalare än fräsen (eller nått)...
Jag såg på WOODWORKINGSHANNEL att dom även gjorde laxstjärtar.
Jag tyckte det såg ut som om dom hadde samma styrskena även då.
Är det nån annan som sett.. Men visst det borde funka för pressar man arbetsstycket åt samma håll hela tiden borde man få samma delning..
Är det nån som provat..
Redigerat:
Krillew: tanken med att rigga det som i Sketchupbilderna ovanför, fast med flera bitar är att dels slipper man urslagen, de hamnar i klämbitarna, dels hade jag lite problem med riktigt tunt material för det kupade sig, och om jag klämde ihop det sådär så hjälpte fogen till att göra lådsidorna släta. Det var granbitar 6 och 8mm om jag inte minns fel.
Mr Handyman: Ja ja nu går det upp ett ljus.. Jag gjorde mina lådsidor i färdighyvlat 120x12 som jag köpte på Bauhaus och jag fick stå o välja länge innan jag hittade bitar som inte var helt skålade.. Men med din teknik så hade det även funkat med fulbitarna.
Och så tunna som 6mm skulle jag nog inte heller ge mig på att fräsa på frihand
det finns nog risk att man spräcker dom då.
Och så tunna som 6mm skulle jag nog inte heller ge mig på att fräsa på frihand
det finns nog risk att man spräcker dom då.
Klicka här för att svara
Produkter som diskuteras i tråden
