127 237 läst ·
347 svar
127k läst
347 svar
Projekt: att försöka snickra fönster

Verktygstokig
· Halland
· 8 318 inlägg
Du är helt klart på rätt väg. Heja Heja!
Förresten så är inte handverktyg så svåra att använda som du tror.
Man gör delarna så de passar ihop med varandra i stället för att göra dem enligt exakta mått så som man gör med maskin.
Förresten så är inte handverktyg så svåra att använda som du tror.
Man gör delarna så de passar ihop med varandra i stället för att göra dem enligt exakta mått så som man gör med maskin.
Dags att göra och använda mall för karmarnas bågformade ovanstycken!
För ändamålet införskaffade jag mig en 19mm MDF-skiva; var lite orolig att den skulle vara för tjock och att fräsen inte skulle klara av karmens 55mm, men det visade sig fungera. Tur igen!")
Uppmätning av bågen

Därefter grovsågades mallen ut med min snedsågande stickis

Vad-den-nu-heter-orm-guide skruvades fast på skivan så gott det gick och sedan frästes bågen ut. Hej vad det flög mdf-spån!

Bågen blev inte perfekt så fick förbättra lite genom att sandpappra mallen.
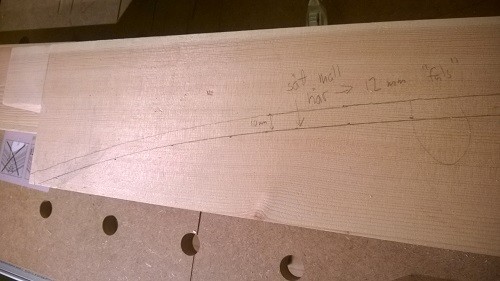
Nu var det dags att göra liknande med karmöverstyckena. Först markerades var på överstycket mallen skulle sitta och var slutliga profilen skulle vara
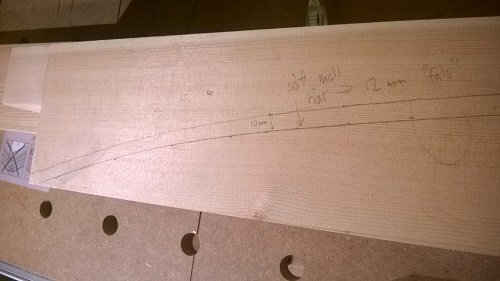
Gäller att vara tydlig med markeringarna så inga misstag görs!
Grovsågade igen med min stickis, hade fina långa CMT sågblad, men tyvärr är inte stickisen värdig sådana fina sågblad

...så det gällde att ha överblivet material på vänster sida om sågen eftersom bladet drar åt vänster igenom trät.
På med mallen på stycket och kopier-ringen på fräsen. Kopier-ringens diameter (17mm) var perfekt för frässtålets diameter (1/2 tum)! Frässtålet är 63 mm långt

Flera fräsningar gjordes för att avverka lite i taget. Man fick vara lite försiktig med flisning när fräsen lämnade stycket i slutet, och att inte ta för mycket varje gång. För då kan det se ut så här

I fallet ovan var det ju en del trä kvar att avverka, så det gick bra till slut. Det gällde att avverka lagom mängd material varje gång, med rätt hastighet.
Nu börjar det t.o.m. att likna en karm!

För ändamålet införskaffade jag mig en 19mm MDF-skiva; var lite orolig att den skulle vara för tjock och att fräsen inte skulle klara av karmens 55mm, men det visade sig fungera. Tur igen!
Uppmätning av bågen

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Därefter grovsågades mallen ut med min snedsågande stickis

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Vad-den-nu-heter-orm-guide skruvades fast på skivan så gott det gick och sedan frästes bågen ut. Hej vad det flög mdf-spån!

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Bågen blev inte perfekt så fick förbättra lite genom att sandpappra mallen.
Nu var det dags att göra liknande med karmöverstyckena. Först markerades var på överstycket mallen skulle sitta och var slutliga profilen skulle vara
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Gäller att vara tydlig med markeringarna så inga misstag görs!
Grovsågade igen med min stickis, hade fina långa CMT sågblad, men tyvärr är inte stickisen värdig sådana fina sågblad

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
...så det gällde att ha överblivet material på vänster sida om sågen eftersom bladet drar åt vänster igenom trät.
På med mallen på stycket och kopier-ringen på fräsen. Kopier-ringens diameter (17mm) var perfekt för frässtålets diameter (1/2 tum)! Frässtålet är 63 mm långt

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Flera fräsningar gjordes för att avverka lite i taget. Man fick vara lite försiktig med flisning när fräsen lämnade stycket i slutet, och att inte ta för mycket varje gång. För då kan det se ut så här

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
I fallet ovan var det ju en del trä kvar att avverka, så det gick bra till slut. Det gällde att avverka lagom mängd material varje gång, med rätt hastighet.
Nu börjar det t.o.m. att likna en karm!

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Den där tjockleken hade jag nog delat upp i minst 3 körningar på olika höjd (lite beroende på hur mycket material det var kvar i bredd). Mycket enklare att kunna följa mallen och ta lite tjocklek åt gången än att ta hela tjockleken och försöka ta lite i bredd åt gången tills man närmar sig mallen.
...med risk att jag missuppfattat det men på bilden ser det ut som hela tjockleken tas i ett svep.
...med risk att jag missuppfattat det men på bilden ser det ut som hela tjockleken tas i ett svep.

Det finns mallringar till vertikalfräs... Man känner suget när man börjar fräsa och får mardrömmar av sina fantasier om vad som kan hända om det hugger. Men det går utmärkt att fräsa i ett moment
Mvh Findus
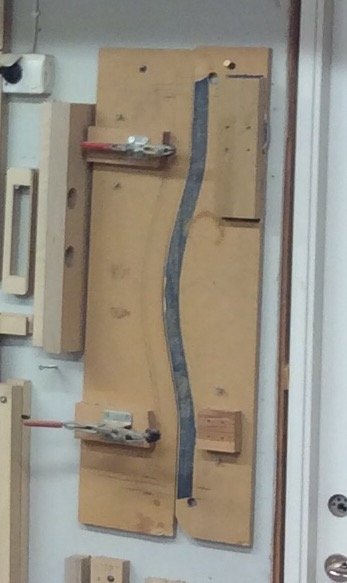
PS. Exempel på mallar för fräsning med mallring i vertikalfräs. Ytter och innermall till porthandtag.
DS
Mvh Findus
PS. Exempel på mallar för fräsning med mallring i vertikalfräs. Ytter och innermall till porthandtag.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
DS
Redigerat:
Som lite godis för de som börjat nosa på vad man kan göra med mallring i vertikalfräs googlade jag upp en bild på en bar som jag tillverkade 1992. Den är fortfarande i drift . Måste vara unikt i den branschen.
Allt runt är mallfräst.
Notera kälningslisten i underkant på överdelen. Tvärsnitt 120 x 120 mm på den profilen. Tänk på den ett tag ni som har erfarenhet så får ni mardrömmar ni med ;P

Mvh Findus
. Måste vara unikt i den branschen. Allt runt är mallfräst.
Notera kälningslisten i underkant på överdelen. Tvärsnitt 120 x 120 mm på den profilen. Tänk på den ett tag ni som har erfarenhet så får ni mardrömmar ni med ;P

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Mvh Findus
Heimlaga, jag gissar att du också hade gjort det kompletta överstycket i ett stycke istället för att kompromissa och tvingas sätta ihop det med tre delar och lim?
OlaC och findus42, förstår jag era kommentarer rätt med att Ola menar att man bör inte låta stålet avverka 55mm trä i en körning, medan Findus menar att man i en vertikalfräs visst avverkar stora "djup" i en körning?
Ola, jag följde mallen i alla körningar, då jag flyttade mallen mellan varje körning motsvarande den mängd jag ville avverka i just den körningen. Det hade nog varit lite enklare att som du säger placera mallen på slutpositionen direkt och bara ändrat fräsdjupet i varje körning, även om det gick bra att flytta mallen också.
Då uppstår en intressant frågeställning:
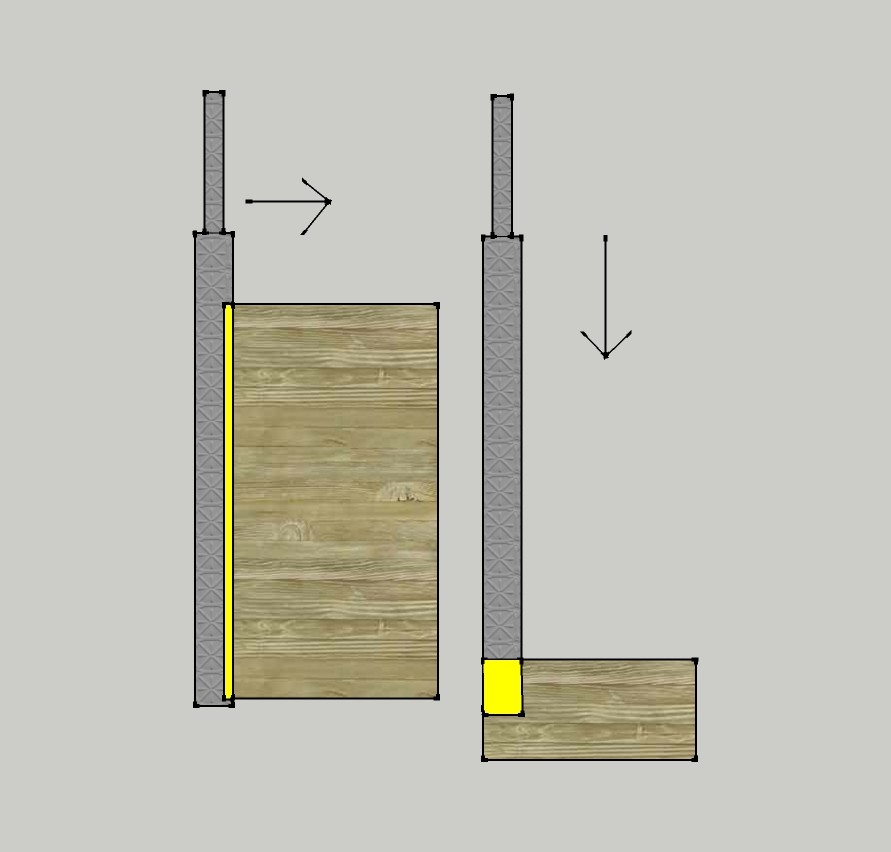
Antag att du fräser i flera omgångar för att nå ditt resultat. Det kan du göra på två principiellt olika sätt. I bilden nedan, som i två tvärsnitt illustrerar de två principerna, så markerar det gula arean det avverkade materialet i en omgång. De två gula områdenas areor är exakt lika. I det vänstra fallet flyttas fräsen till höger mellan varje fräsningsomgång, i det högra fallet flyttas fräsen neråt
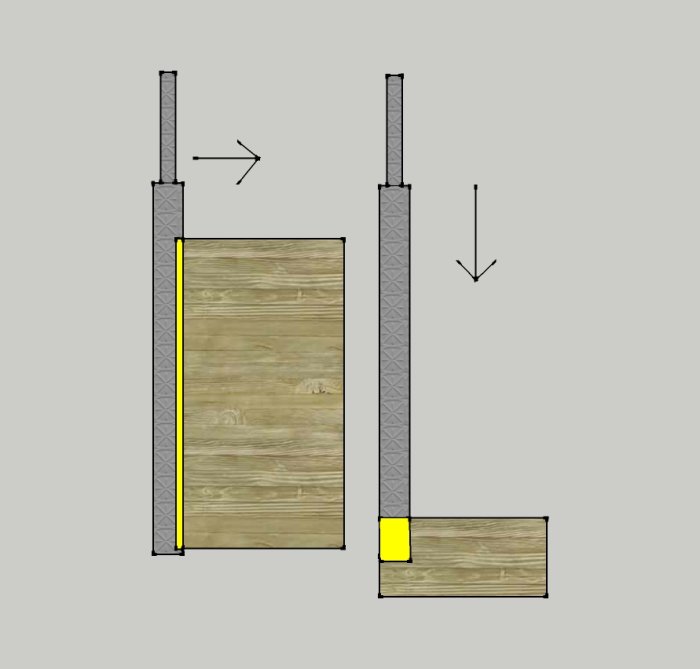
Antag också att det vänstra fallet visar den slutliga totalt frästa höjden, och det högra fallet visar det slutliga totalt frästa bredden (hela träbiten visas inte i det högra fallet).
Förutom hur man ändrar stålets position mellan varje körning, blir det någon praktiskt skillnad mellan fallen? Påverkas risken för flisning? Fräsens kraftuttag?
En skillnad är att i det högra fallet avverkas ytskiktet upptill endast en gång - i den första fräsningsomgången, medan ytskiktet påverkas vid varje fräsningsomgång i det vänstra fallet. Någon praktiskt konsekvens av detta? Å andra sidan slipper man i vänstra fallet ett genombrott uppifrån av ytskiktet nedtill i den sista fräsningsomgången - där är det definitivt flisningsrisk i det högra fallet!
OlaC och findus42, förstår jag era kommentarer rätt med att Ola menar att man bör inte låta stålet avverka 55mm trä i en körning, medan Findus menar att man i en vertikalfräs visst avverkar stora "djup" i en körning?
Ola, jag följde mallen i alla körningar, då jag flyttade mallen mellan varje körning motsvarande den mängd jag ville avverka i just den körningen. Det hade nog varit lite enklare att som du säger placera mallen på slutpositionen direkt och bara ändrat fräsdjupet i varje körning, även om det gick bra att flytta mallen också.
Då uppstår en intressant frågeställning:
Antag att du fräser i flera omgångar för att nå ditt resultat. Det kan du göra på två principiellt olika sätt. I bilden nedan, som i två tvärsnitt illustrerar de två principerna, så markerar det gula arean det avverkade materialet i en omgång. De två gula områdenas areor är exakt lika. I det vänstra fallet flyttas fräsen till höger mellan varje fräsningsomgång, i det högra fallet flyttas fräsen neråt
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Antag också att det vänstra fallet visar den slutliga totalt frästa höjden, och det högra fallet visar det slutliga totalt frästa bredden (hela träbiten visas inte i det högra fallet).
Förutom hur man ändrar stålets position mellan varje körning, blir det någon praktiskt skillnad mellan fallen? Påverkas risken för flisning? Fräsens kraftuttag?
En skillnad är att i det högra fallet avverkas ytskiktet upptill endast en gång - i den första fräsningsomgången, medan ytskiktet påverkas vid varje fräsningsomgång i det vänstra fallet. Någon praktiskt konsekvens av detta? Å andra sidan slipper man i vänstra fallet ett genombrott uppifrån av ytskiktet nedtill i den sista fräsningsomgången - där är det definitivt flisningsrisk i det högra fallet!
Redigerat:
Nu ska man kanske inte lägga sig i när du har riktiga finsnickare som ger dig råd men kul att se om jag har rätt.
Din vänstra bild är klart att föredra, det tar endast få fibrer som då låter sig skäras av fräsen. Jag skulle se det som att hyvla bort väldigt mycket av en smalt stycke på en vanlig rikthyvel i det högra fallet och bara putsa ett brett stycke på samma hyvel i det vänstra. I det fallet blir det alltid bättre (slätare yta) att bara putsa. Jag brukar ta 0,3 mm sista gången med hyveln så det är min lärdom i alla fall. Nu ska det bli intressant att se om jag fattat allt fel :x
Din vänstra bild är klart att föredra, det tar endast få fibrer som då låter sig skäras av fräsen. Jag skulle se det som att hyvla bort väldigt mycket av en smalt stycke på en vanlig rikthyvel i det högra fallet och bara putsa ett brett stycke på samma hyvel i det vänstra. I det fallet blir det alltid bättre (slätare yta) att bara putsa. Jag brukar ta 0,3 mm sista gången med hyveln så det är min lärdom i alla fall. Nu ska det bli intressant att se om jag fattat allt fel :x
Båda sätten fungerar. Jag antar att det är handhållen maskin vi pratar om.
Vänstra sättet har fördelen att ytan bearbetas i ett moment. Det kan innebära mindre efterbearbetning. Nackdelarna är förstås påfrestningen på maskin och den som håller i den. Kommer man i vibration blir ytan ojämn. Tappar man koncentrationen kan det hända värre saker.
För att minska riskerna sågar man så nära strecket man vågar och sätter mallen väldigt nära. Om avverkningen är en eller bara någon mm mer än så brukar det gå bra. Din metod att flytta mallen går också bra. Det tar lite tid bara.
Högra sättet är säkrare. Med ett bra stål går det att fräsa utan att försåga. Men det är förstås alltid bättre att göra så. Det sparar både stål och maskin. Man får känna sig för hur mycket man vågar ta i varje moment.
Nackdelen är att ytan kan bli lite räfflad. Är maskinen och stålet bra så handlar det om någon tiondel. Några drag med sandpapper brukar räcka för att fixa till det.
Vänstra sättet kräver ingen särskild tjocklek på materialet i mallen. Bara kullagret ligger på. Med högra sättet behövs en mall som är tjock nog för att kullagret skall ligga emot när bara någon halvcentimeter av stålet är i ingrepp. Mallen bör vara lika tjock som mallen är hög för att kullagret skall ligga bra.
Måste t snick nu. Ämnet kan utvecklas.
Mvh Findus
Vänstra sättet har fördelen att ytan bearbetas i ett moment. Det kan innebära mindre efterbearbetning. Nackdelarna är förstås påfrestningen på maskin och den som håller i den. Kommer man i vibration blir ytan ojämn. Tappar man koncentrationen kan det hända värre saker.
För att minska riskerna sågar man så nära strecket man vågar och sätter mallen väldigt nära. Om avverkningen är en eller bara någon mm mer än så brukar det gå bra. Din metod att flytta mallen går också bra. Det tar lite tid bara.
Högra sättet är säkrare. Med ett bra stål går det att fräsa utan att försåga. Men det är förstås alltid bättre att göra så. Det sparar både stål och maskin. Man får känna sig för hur mycket man vågar ta i varje moment.
Nackdelen är att ytan kan bli lite räfflad. Är maskinen och stålet bra så handlar det om någon tiondel. Några drag med sandpapper brukar räcka för att fixa till det.
Vänstra sättet kräver ingen särskild tjocklek på materialet i mallen. Bara kullagret ligger på. Med högra sättet behövs en mall som är tjock nog för att kullagret skall ligga emot när bara någon halvcentimeter av stålet är i ingrepp. Mallen bör vara lika tjock som mallen är hög för att kullagret skall ligga bra.
Måste t snick nu. Ämnet kan utvecklas.
Mvh Findus
Som sagt "med risk att jag missörstått något"... Jag fattade inte att du flyttade mallen utan trodde du på frihand försökte närma dig mallen utan att ta för mycket. Sorry.
Angående mer i bredd, flera höjdsteg vs lite bredd hela höjden så kör jag oftare och oftare alternativ 1. Men "mer i bredd" är ju relativt, jag brukar ha ca 1mm att fräsa bort efter band- eller sticksågning.
Man kan fräsa lite snabbare över ändträ ju mindre area man fräser bort och metoden lite höjd i taget ger större möjlighet att fräsa mindre area. Snabbare fräsning över ändträ minimerar risken för brännmärken och ofta kan man inte heller flytta mallen, här ex https://www.byggahus.se/forum/mobel...iggbyggestraden-2.html?perpage=15#post2598511
Fräser man med kopierhylsa spelar det väl mindre roll men kör man med kullager krävs det rätt stål och malltjocklek osv som Findus var inne på. Ett kullagrat stål med relativt kort skärlängd och långt skaft känns som det som ger mest altermativ om man kör kullagrat. Tar man hela höjden i ett svep funkar det med lång skärlängd.
Jag fattade inte att du flyttade mallen utan trodde du på frihand försökte närma dig mallen utan att ta för mycket. Sorry.Angående mer i bredd, flera höjdsteg vs lite bredd hela höjden så kör jag oftare och oftare alternativ 1. Men "mer i bredd" är ju relativt, jag brukar ha ca 1mm att fräsa bort efter band- eller sticksågning.
Man kan fräsa lite snabbare över ändträ ju mindre area man fräser bort och metoden lite höjd i taget ger större möjlighet att fräsa mindre area. Snabbare fräsning över ändträ minimerar risken för brännmärken och ofta kan man inte heller flytta mallen, här ex https://www.byggahus.se/forum/mobel...iggbyggestraden-2.html?perpage=15#post2598511
Fräser man med kopierhylsa spelar det väl mindre roll men kör man med kullager krävs det rätt stål och malltjocklek osv som Findus var inne på. Ett kullagrat stål med relativt kort skärlängd och långt skaft känns som det som ger mest altermativ om man kör kullagrat. Tar man hela höjden i ett svep funkar det med lång skärlängd.
Intressant!
Leby, om vi fräser i fiberriktningen, borde inte antalet fiber som avverkas per tidsenhet vara samma, de ligger bara olika distribuerade (avlångt eller kompakt)? Fräser vi däremot tvärs fibrerna så bör högra fallet skära av betydligt längre, men färre fibrer?
Findus, varför skulle påfrestningen på maskinen vara större i vänstra fallet? Du avverkar ju samma ytstorlek i båda fallen. I fräsning tvärs fibern känns det nästan som om vänstra fallet skulle fresta på mindre - Intuitivt känns det som att smeka bort små korta fiberbitar kräver mindre kraft än att hantera långa fiberbitar. Men jag har ingen aning.
Jag håller med om att vänstra fallet är mer känsligt för störningar. Själv upplevde jag att det inte var några större problem att hålla fräsen mot mallen, men jag märkte dock på ljudet när det började flisa sig. Om man har vrångt virke eller knastar - eller ett slött stål! - så får det säkert större effekt i vänstra fallet. Kanske kan det också vara så att en kopierring är stabilare än kullager, man slipper trots allt stålets vibration som säkert lättare fortplantar sig via kullagret till mallstyrningen. Jag kände min tighta kopierring/frässtål-kombination var bra, mallen kunde ligga bara ett par millimeter från skärlinjen.
Ola, man kan inte missförstå det som inte har sagts! "Höjdfräsning" ger, som du säger, absolut större möjligheter att välja (små) fräsareor. Att flytta på mallen har inte någon större precision.
Leby, om vi fräser i fiberriktningen, borde inte antalet fiber som avverkas per tidsenhet vara samma, de ligger bara olika distribuerade (avlångt eller kompakt)? Fräser vi däremot tvärs fibrerna så bör högra fallet skära av betydligt längre, men färre fibrer?
Findus, varför skulle påfrestningen på maskinen vara större i vänstra fallet? Du avverkar ju samma ytstorlek i båda fallen. I fräsning tvärs fibern känns det nästan som om vänstra fallet skulle fresta på mindre - Intuitivt känns det som att smeka bort små korta fiberbitar kräver mindre kraft än att hantera långa fiberbitar. Men jag har ingen aning.
Jag håller med om att vänstra fallet är mer känsligt för störningar. Själv upplevde jag att det inte var några större problem att hålla fräsen mot mallen, men jag märkte dock på ljudet när det började flisa sig. Om man har vrångt virke eller knastar - eller ett slött stål! - så får det säkert större effekt i vänstra fallet. Kanske kan det också vara så att en kopierring är stabilare än kullager, man slipper trots allt stålets vibration som säkert lättare fortplantar sig via kullagret till mallstyrningen. Jag kände min tighta kopierring/frässtål-kombination var bra, mallen kunde ligga bara ett par millimeter från skärlinjen.
Ola, man kan inte missförstå det som inte har sagts!
"Höjdfräsning" ger, som du säger, absolut större möjligheter att välja (små) fräsareor. Att flytta på mallen har inte någon större precision.
Redigerat:
Det blir ett omfattande sidospår om vi går in medträ, motträ, ändträ, medmatning, motmatning mm. Det är din tråd så bromsa när det blir för OT .
Vibrationer i stålet går inte att göra ngt åt. Mallring vs kullager får lite olika effekter. Med kullager blir troligen resultatet bättre. Eftersom elementet som kan korrigera obalansen sitter direkt på stålet. Såvida inte felet är ett kvaddat lager förstås.
Med mallring kanske vibrationerna känns lite mindre. Bättre för den som kör.
Att öka farten vid ändträ som Ola föreslår minskar risken för att det bränner. Dessvärre vill man gärna smyga runt hörn, speciellt om det är motträ, som du måste ha haft. Har man varvtalsreglering kan man sänka farten en del och få liknande resultat.
Min uppfattning är att höga stål är riskablare än låga. Ett lågt stål är lättare att kontrollera. Ju högre stål desto större effekter av kvistar och fel i virket. Större effekt av obalans i stål och lager.
Mvh Findus
.Vibrationer i stålet går inte att göra ngt åt. Mallring vs kullager får lite olika effekter. Med kullager blir troligen resultatet bättre. Eftersom elementet som kan korrigera obalansen sitter direkt på stålet. Såvida inte felet är ett kvaddat lager förstås
.Med mallring kanske vibrationerna känns lite mindre. Bättre för den som kör.
Att öka farten vid ändträ som Ola föreslår minskar risken för att det bränner. Dessvärre vill man gärna smyga runt hörn, speciellt om det är motträ, som du måste ha haft. Har man varvtalsreglering kan man sänka farten en del och få liknande resultat.
Min uppfattning är att höga stål är riskablare än låga. Ett lågt stål är lättare att kontrollera. Ju högre stål desto större effekter av kvistar och fel i virket. Större effekt av obalans i stål och lager.
Mvh Findus
Jag håller med dig, hade kört i flera omgångar i höjdled. Funkar ju dessutom utmärkt när man har kopierring istället för kullager. Efter att ha kört sista djupet hade jag justerat stålet aningen aningen i höjd (om stålet skulle vara lite mer slitet på något ställe, oftast längst ner, just pga att man fräser i flera etapper) och sen kört hela igen med lite mer press mot mallen. Faktiskt får man en bättre yta bara av att köra längs mallen igen med lite mer tryck.Ola C skrev:Den där tjockleken hade jag nog delat upp i minst 3 körningar på olika höjd (lite beroende på hur mycket material det var kvar i bredd). Mycket enklare att kunna följa mallen och ta lite tjocklek åt gången än att ta hela tjockleken och försöka ta lite i bredd åt gången tills man närmar sig mallen.
...med risk att jag missuppfattat det men på bilden ser det ut som hela tjockleken tas i ett svep.
Du kan inte alls jämföra med hur man gör i en vertikalfräs, det är olika verktyg, med sina egna för/nackdelar.Microkatten skrev:Heimlaga, jag gissar att du också hade gjort det kompletta överstycket i ett stycke istället för att kompromissa och tvingas sätta ihop det med tre delar och lim?
OlaC och findus42, förstår jag era kommentarer rätt med att Ola menar att man bör inte låta stålet avverka 55mm trä i en körning, medan Findus menar att man i en vertikalfräs visst avverkar stora "djup" i en körning?
Ola, jag följde mallen i alla körningar, då jag flyttade mallen mellan varje körning motsvarande den mängd jag ville avverka i just den körningen. Det hade nog varit lite enklare att som du säger placera mallen på slutpositionen direkt och bara ändrat fräsdjupet i varje körning, även om det gick bra att flytta mallen också.
Då uppstår en intressant frågeställning:
Antag att du fräser i flera omgångar för att nå ditt resultat. Det kan du göra på två principiellt olika sätt. I bilden nedan, som i två tvärsnitt illustrerar de två principerna, så markerar det gula arean det avverkade materialet i en omgång. De två gula områdenas areor är exakt lika. I det vänstra fallet flyttas fräsen till höger mellan varje fräsningsomgång, i det högra fallet flyttas fräsen neråt
[bild]
Antag också att det vänstra fallet visar den slutliga totalt frästa höjden, och det högra fallet visar det slutliga totalt frästa bredden (hela träbiten visas inte i det högra fallet).
Förutom hur man ändrar stålets position mellan varje körning, blir det någon praktiskt skillnad mellan fallen? Påverkas risken för flisning? Fräsens kraftuttag?
En skillnad är att i det högra fallet avverkas ytskiktet upptill endast en gång - i den första fräsningsomgången, medan ytskiktet påverkas vid varje fräsningsomgång i det vänstra fallet. Någon praktiskt konsekvens av detta? Å andra sidan slipper man i vänstra fallet ett genombrott uppifrån av ytskiktet nedtill i den sista fräsningsomgången - där är det definitivt flisningsrisk i det högra fallet!
Angående att ta flera omgångar i höjd/flytta mallen. Att ta flera omgångar i höjd är naturligt för det är snabbast at jobba så. Även om mängden som avverkas per pass är lika stor så kommer du att ha mer vibrationer och gnäll när du skär längst hela stålets längd. Av dessa anledningar föredrar jag att köra flera omgångar i höjd. Ibland går det inte, tex när man har kullager och mallen inte är tjock nog. Kan jag av någon anledning inte såga tillräckligt nära på bandsågen så brukar jag sätta mallen på rätt ställe från början ändå och sen på frihand fräsa ner i omgångar - här krävs det dock försiktighet.
För ett bra resultat är det tacksamt att bara avverka lite i sista omgången - det är en nackdel för metoden att fräsa med olika höjdinställningar. Kan avhjälpas till viss del genom att såga nära. Att köra en extra omgång på fullt djup med extra tryck är också bra.