Har haft ett kit med profil/kontraprofilstål för att göra köksluckor och liknande liggande ett tag och nu var det dags att använda dem. Provade först med lite skräpbitar MDF som jag hade liggande och det fungerade ju precis som tänkt.
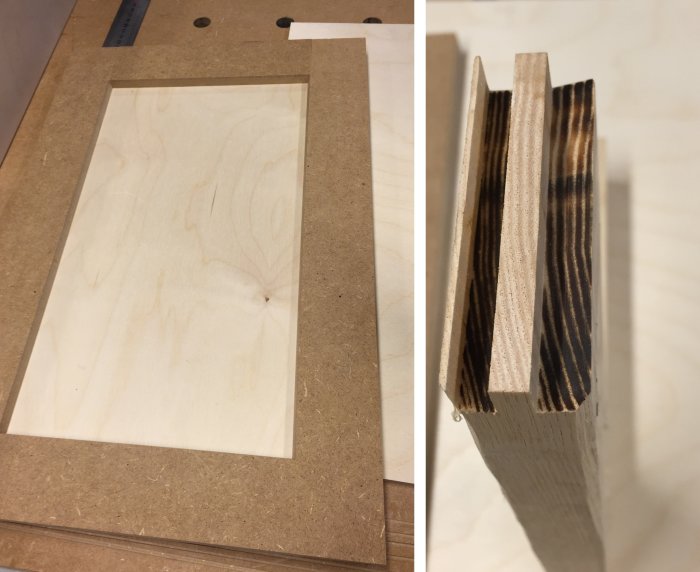
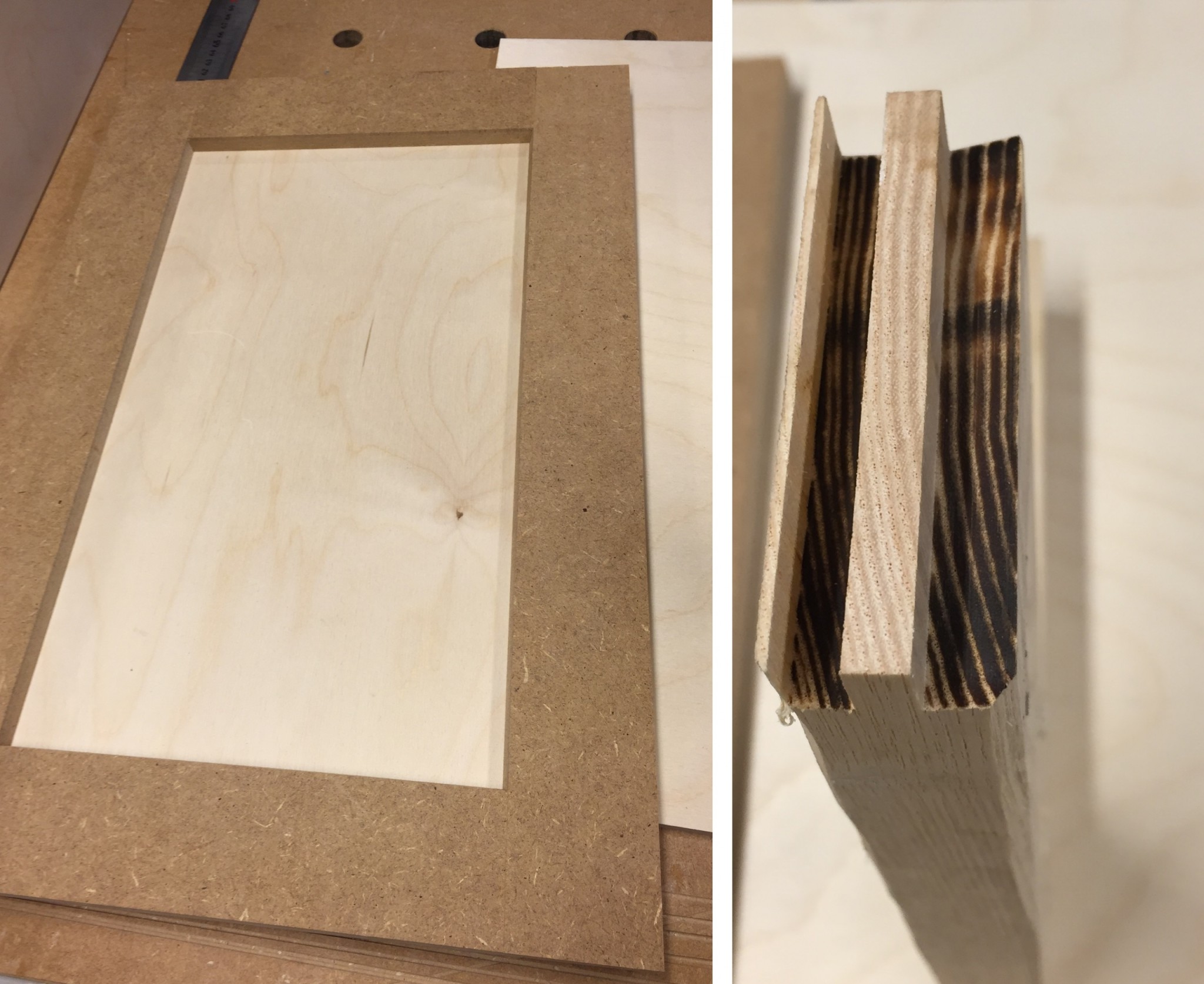
Tog därefter en spillbit ask som är det material som jag skall göra luckorna i och det märktes ju direkt skillnad på hur tungt fräsen tyckte att det var och resultatet blev trots väldigt långsam (eller på grund av?) matning bränt trä. Profilen passar visserligen men om jag skall göra 15 sådana fräsningar så tror jag inte att stålet mår så bra.
Frågan är om det är kvaliten på stålen som är det som avgör eller om det är så att min fräs är för slö för att köra en sådan här operation? Ask är visserligen väldigt hårt så det kanske är utmanande?
Skulle jag få ett bättre resultat med ett stål från CMT eller Cobolt?
Fräskitet från Yonico:
Visa bilaga 123522
Tog därefter en spillbit ask som är det material som jag skall göra luckorna i och det märktes ju direkt skillnad på hur tungt fräsen tyckte att det var och resultatet blev trots väldigt långsam (eller på grund av?) matning bränt trä. Profilen passar visserligen men om jag skall göra 15 sådana fräsningar så tror jag inte att stålet mår så bra.
Frågan är om det är kvaliten på stålen som är det som avgör eller om det är så att min fräs är för slö för att köra en sådan här operation? Ask är visserligen väldigt hårt så det kanske är utmanande?
Skulle jag få ett bättre resultat med ett stål från CMT eller Cobolt?
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Fräskitet från Yonico:
Visa bilaga 123522
En intressant iaktaglse är att de profiler som visas på tillverkarens principskisser inte är någon fungerande profil och motprofil vilket betten däremot är.
Jag har bara gjort sånt där på bordsfräs med snabbstålsbett och där märker man att fräsningen går litet tyngre i ändträ men inte så mycket att det har någon betydelse.
Jag har bara gjort sånt där på bordsfräs med snabbstålsbett och där märker man att fräsningen går litet tyngre i ändträ men inte så mycket att det har någon betydelse.

Kvalitet på stålen (framförallt skärpan) spelar såklart in. Men det är nog inte det huvudsakliga problemet. Att det bränner beror på för slött stål och/eller för långsam matning. Detta hänger såklart ihop, är stålen inte tillräckligt vassa krävs det mycket mer effekt för att klara mata tillräckligt fort.
Jag gissar att problemet är att din fräs inte riktigt orkar med att ta så mycket material på en gång. Kan du inte köra före med en skivnotfräs? Du kan också köra med profilen fast på lägre djup, men personligen föredrar jag att inte slita på profilerna i onödan och istället köra bort det mesta med frässtål med vändskär om möjligt.
Jag gissar att problemet är att din fräs inte riktigt orkar med att ta så mycket material på en gång. Kan du inte köra före med en skivnotfräs? Du kan också köra med profilen fast på lägre djup, men personligen föredrar jag att inte slita på profilerna i onödan och istället köra bort det mesta med frässtål med vändskär om möjligt.
+1 på Daniel, kör bort det mesta på annat vis (bandsåg/bordsåg/billigare frässtål).
Med det sagt är jag ganska oimponerad av mina Yonicostål. Har bara 2st men båda har känts skumma att fräsa med, som om de är oskarpa från fabrik.
Med det sagt är jag ganska oimponerad av mina Yonicostål. Har bara 2st men båda har känts skumma att fräsa med, som om de är oskarpa från fabrik.
Tackar för svar.
I princip är det väl så att vi inte är helt nöjda med profilen till det som vi skall ha det till nu (badrumsskåp) så jag funderar på att köpa andra stål ändå. Men det är ju ganska stor prisskillnad på CMT och Yonico så jag ville väl mest undersöka om jag kommer att få ett bättre resultat givet samma förutsättningar i övrigt.
Min bordsfräs är en gammal Ryobi som jag tror är på 1200W så den är ganska klen i sammanhanget, finns det någon möjlighet att köra själva kontraprofilen med handhållen fräs? I så fall kan jag ju köra med min Bosch GMF 1600...
Man kan ju säkert köra bort mindre material genom att flytta iväg anhållet, det skulle nog göra stor skillnad om man fräste i två eller tre steg. Jag får testa lite helt enkelt...
I princip är det väl så att vi inte är helt nöjda med profilen till det som vi skall ha det till nu (badrumsskåp) så jag funderar på att köpa andra stål ändå. Men det är ju ganska stor prisskillnad på CMT och Yonico så jag ville väl mest undersöka om jag kommer att få ett bättre resultat givet samma förutsättningar i övrigt.
Min bordsfräs är en gammal Ryobi som jag tror är på 1200W så den är ganska klen i sammanhanget, finns det någon möjlighet att köra själva kontraprofilen med handhållen fräs? I så fall kan jag ju köra med min Bosch GMF 1600...
Man kan ju säkert köra bort mindre material genom att flytta iväg anhållet, det skulle nog göra stor skillnad om man fräste i två eller tre steg. Jag får testa lite helt enkelt...
Jag tror det där är nyckeln - du får vad du betalar för med frässtål. Jag har tex en sats från Clas Ohlson som knappt fungerar att fräsa i MDF med eftersom de är så pass dåliga. Dessa har jag till fuljobb men ska det bli bra så åker de riktiga prylarna fram och det är en enorm skillnad.badtastex skrev:
Uppdatering!
Jag har fått låna ett nytt kit med profil/kontraprofil från en snäll forummedlem och detta kit föll oss bättre i smaken än det kit jag tidigare köpt.
Kitet jag lånat är från Rutlands och håller troligen liknande kvalitet som det Yonico jag tidigare använt, det är i alla fall liknande pris på det här kitet.
Tog bort så mycket material jag vågade med en 20mm notfräs innan jag körde själva ändträfräsningen och drog upp fräsens varvtal till max (jag hade medvetet sänkt tidigare eftersom stålen är relativt stora). Med snabbare matning av ämnet fick jag nästintill brännfria ytor men så fort jag tvekade minsta lilla vid matningen så uppstod brännmärken.
Upptäckte också att jag måste ha en bättre metod för att hålla fast ämnet vid själva ändträfräsningen eftersom man ganska snabbt kan få ojämna fogar om biten rör sig iväg från bordet.

Jag har fått låna ett nytt kit med profil/kontraprofil från en snäll forummedlem och detta kit föll oss bättre i smaken än det kit jag tidigare köpt.
Kitet jag lånat är från Rutlands och håller troligen liknande kvalitet som det Yonico jag tidigare använt, det är i alla fall liknande pris på det här kitet.
Tog bort så mycket material jag vågade med en 20mm notfräs innan jag körde själva ändträfräsningen och drog upp fräsens varvtal till max (jag hade medvetet sänkt tidigare eftersom stålen är relativt stora). Med snabbare matning av ämnet fick jag nästintill brännfria ytor men så fort jag tvekade minsta lilla vid matningen så uppstod brännmärken.
Upptäckte också att jag måste ha en bättre metod för att hålla fast ämnet vid själva ändträfräsningen eftersom man ganska snabbt kan få ojämna fogar om biten rör sig iväg från bordet.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Klicka här för att svara