Kan man kanske kalla det. Jag har inte tidigare jobbat på det här viset, så det kanske är tankeväckande för någon annan också.
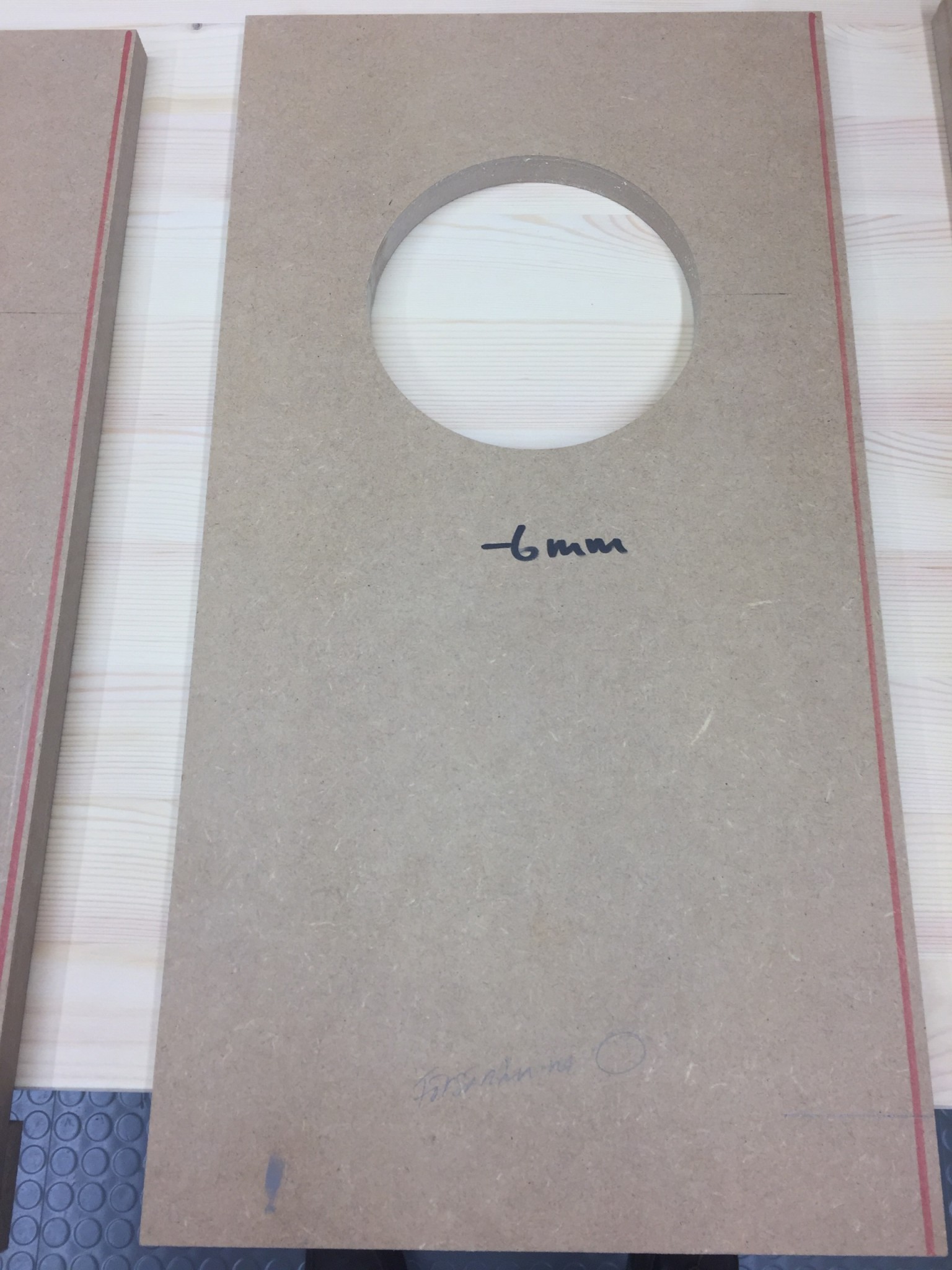
Jag fick i alla fall en beställning som innefattar 24 hål som är lite komplicerade med speciella mått osv. Så här ser det färdiga hålet ut:

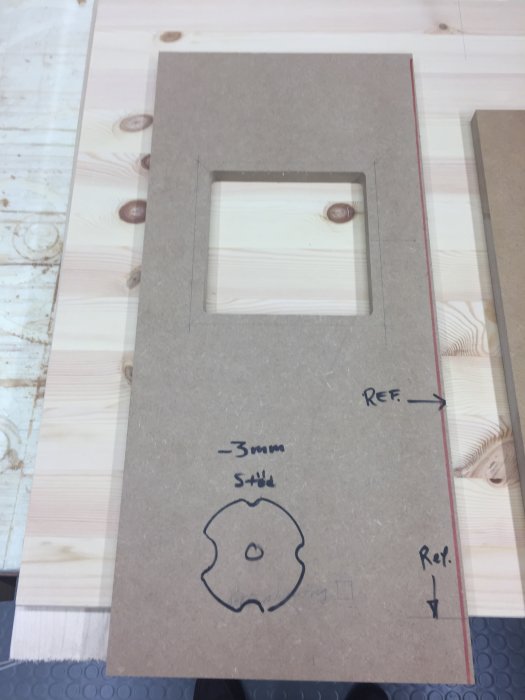
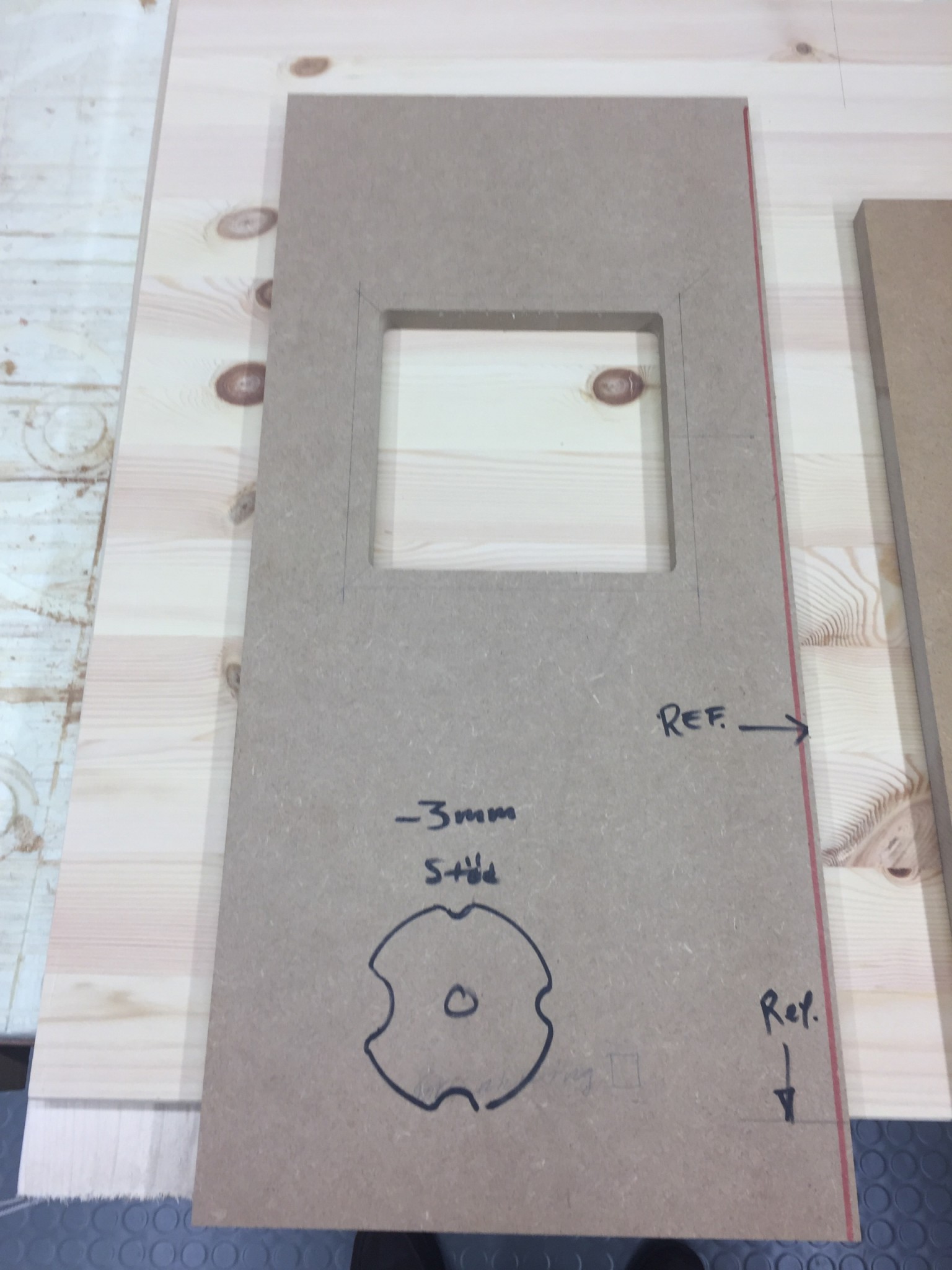
Hur skall man då åstadkomma detta? Jag funderade på problemet ett tag och tänkte mig ett antal mallar med två referenslinjer som all måttsättning utgår ifrån. På så sätt behöver man bara spänna en referens på arbetsstycket och fräsa loss. Stoppklacken är rund, eftersom den andra referensen är en linje. Då finns det bra förutsättningar för att man inte skall göra fel.

Den första mallen ser ut så här:

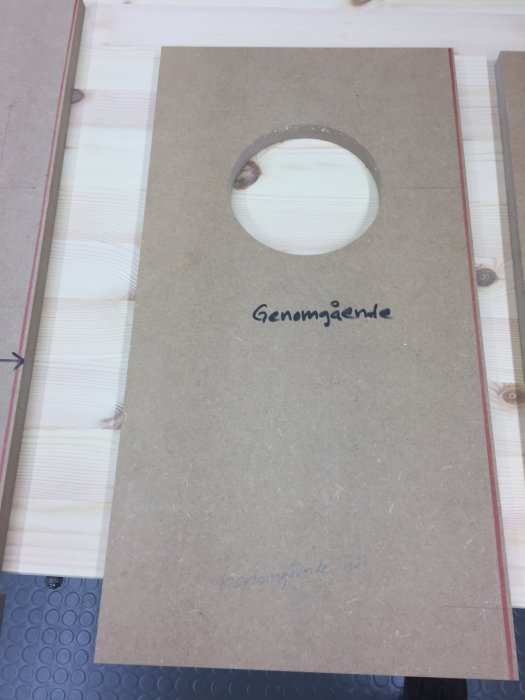
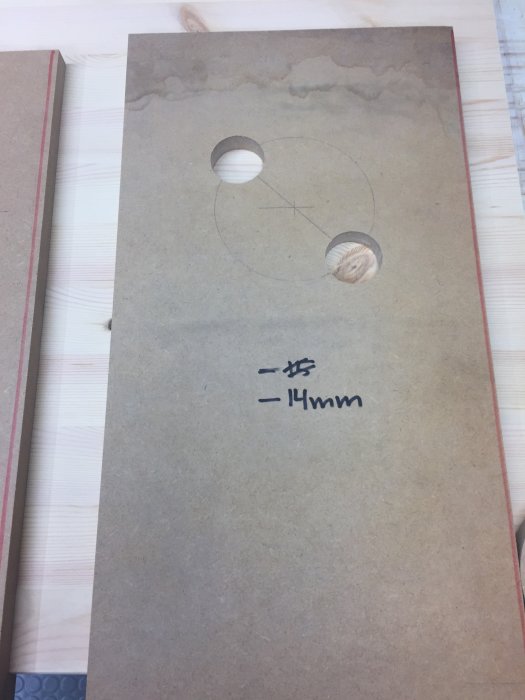
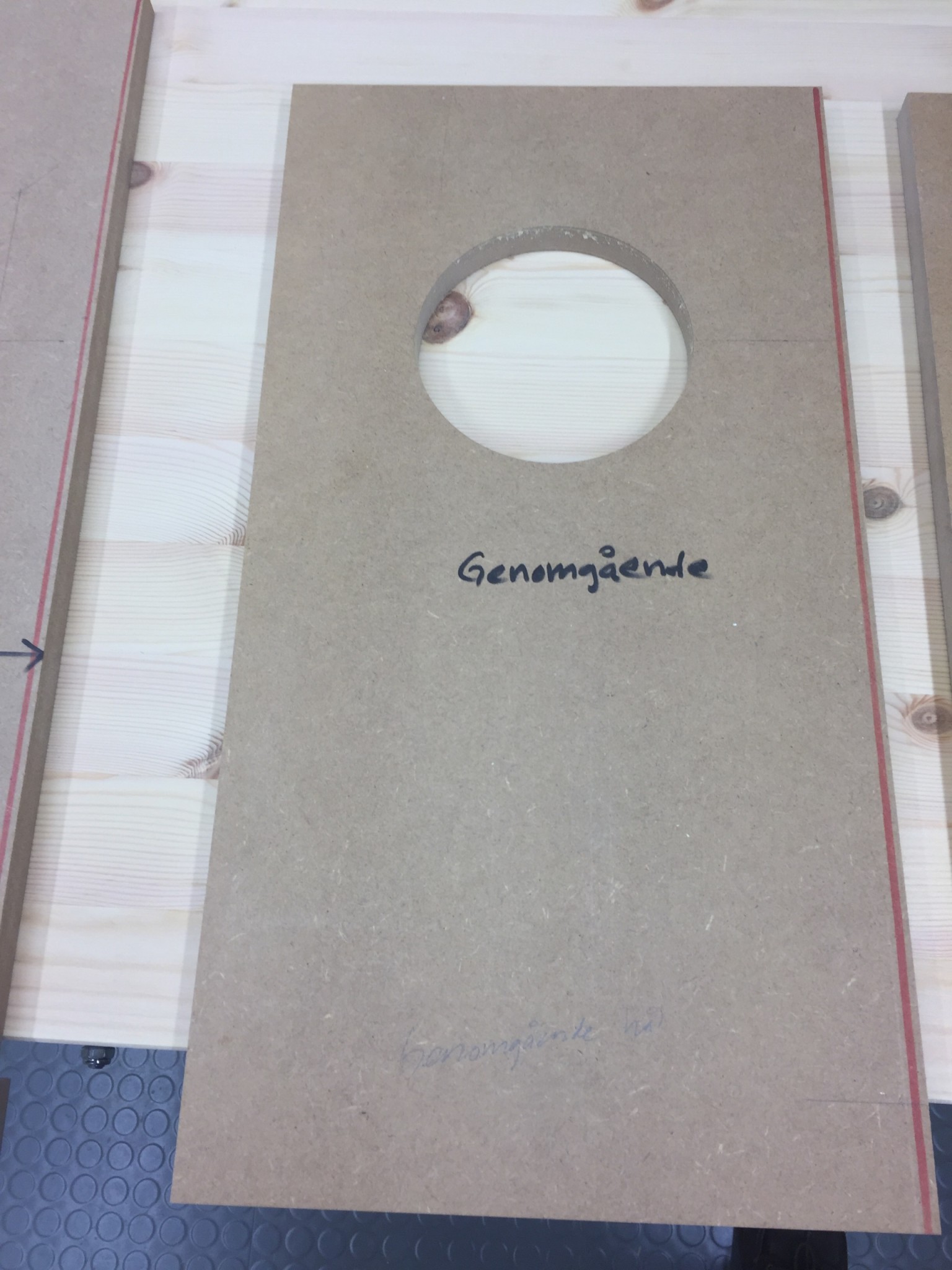
Sen kan man använda mallarna i vilken ordning man vill. Det blev alltså fyra mallar, och jag använde 30 mm kopierhylsa och 10 mm fräs (med vändskär)
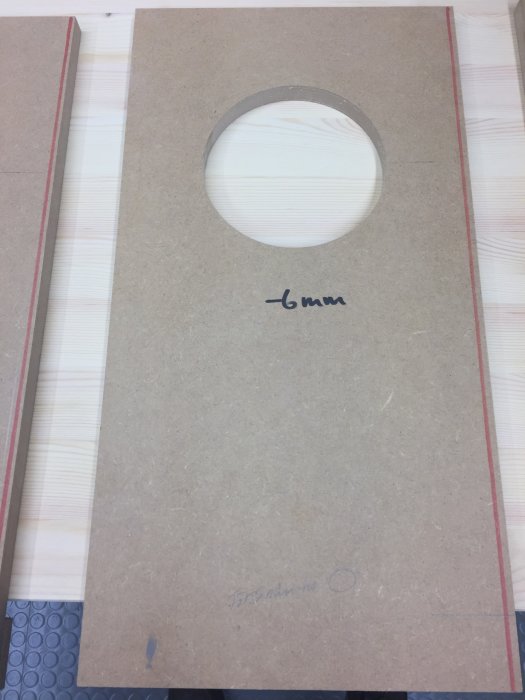
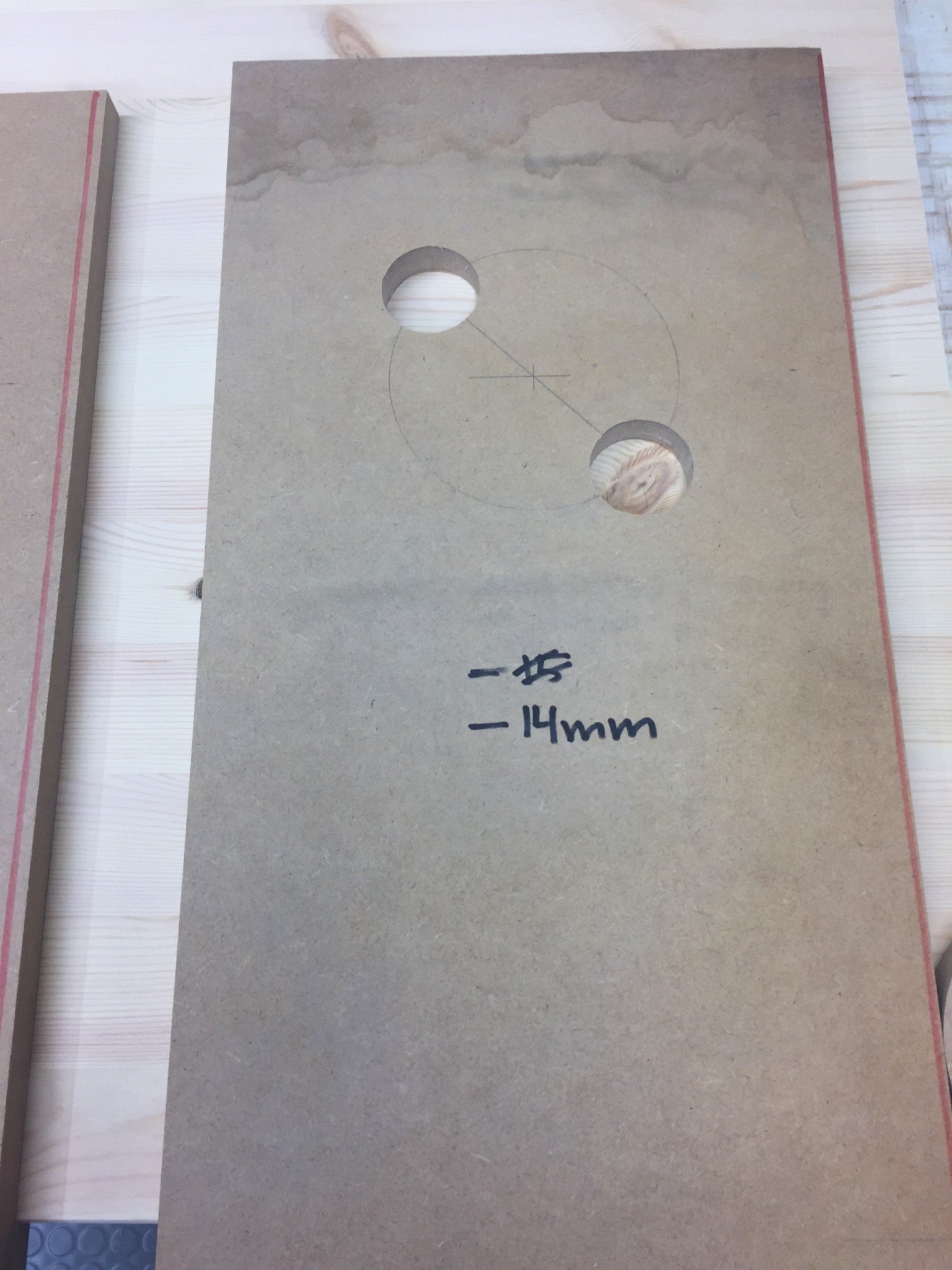
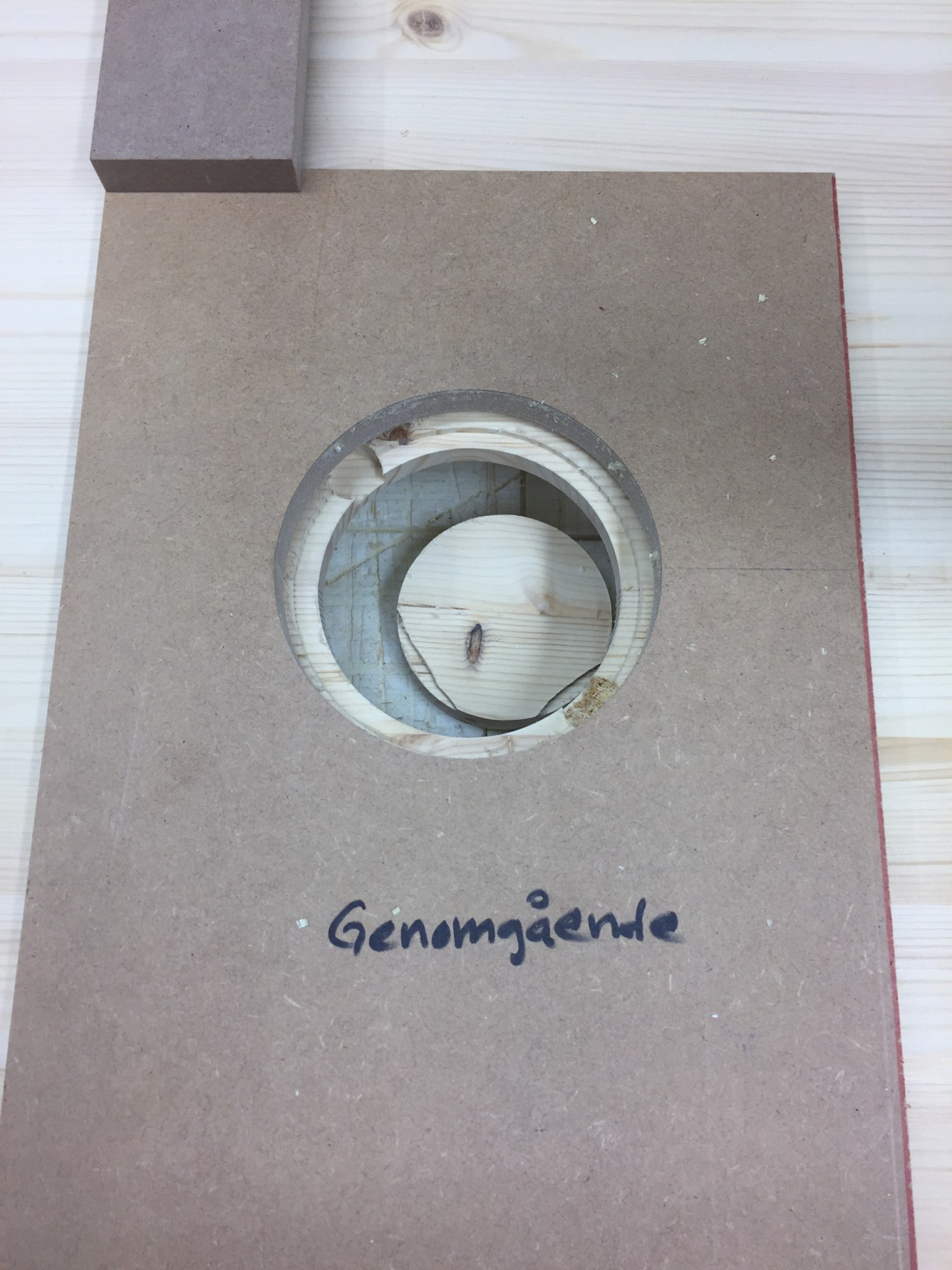
Efter sista fräsningen:
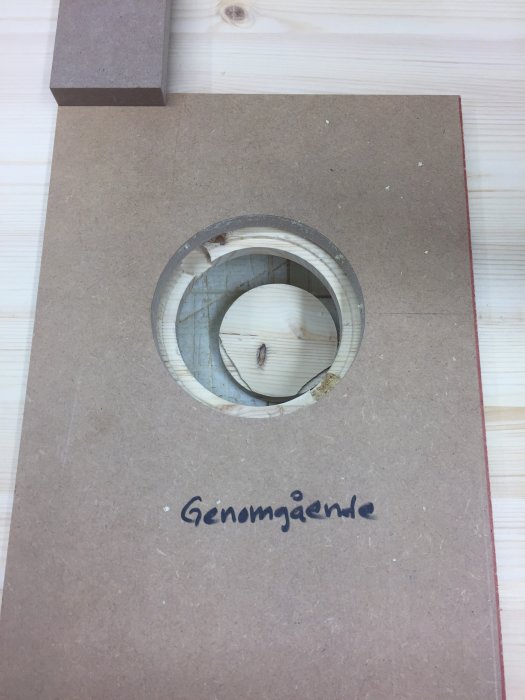
Jag fick i alla fall en beställning som innefattar 24 hål som är lite komplicerade med speciella mått osv. Så här ser det färdiga hålet ut:

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Hur skall man då åstadkomma detta? Jag funderade på problemet ett tag och tänkte mig ett antal mallar med två referenslinjer som all måttsättning utgår ifrån. På så sätt behöver man bara spänna en referens på arbetsstycket och fräsa loss. Stoppklacken är rund, eftersom den andra referensen är en linje. Då finns det bra förutsättningar för att man inte skall göra fel.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Den första mallen ser ut så här:
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Sen kan man använda mallarna i vilken ordning man vill. Det blev alltså fyra mallar, och jag använde 30 mm kopierhylsa och 10 mm fräs (med vändskär)
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Efter sista fräsningen:
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Verktygstokig
· Stockholm
· 1 399 inlägg
Tjusigt!
Snyggt!mattiasp skrev:
Allmän fråga; när man gör dessa flerstegsoperationer hur ska man då resonera för att få bra finish? Är det dumt eller smart att t ex ta det genomgående hålet sist...?

Jobbar ofta med multimallar. Har lagt upp bilder i @Ola C s Jigg tråd på lite olika varianter.
Länk: https://www.byggahus.se/forum/threads/den-halvstora-jiggbyggestraden.283610/page-5#post-2861713
Jag gör mall i mall. En huvudmall med iläggsmallar som bytes för de olika momenten. Spar en del tid med att slippa spänna om.
Viken ordning som är bra skiljer från fall till fall. Faktorer som påverkar är vilka kanter som skall vara fina. Var man vill undvika urslag. Hur spånavgången skall fungera.
I TS fall så skulle jag fräsa det genomgående hålet först för att slippa en gryta under mallen där spån vill kila fast sig i hörnen. En annan bra sak med att jobba inifrån och ut är att insatsmallarna ligger på orginalskivan och därför kan ha samma tjocklek som huvudmallen. Speciellt viktigt när fräsningen är så stor att fräsen inte har stöd mot båda sidorna av mallen.
(Bonustips: Om ni av någon anledning behöver göra en större fräsning än bordet på er fräs. Till exempel för att fälla in en tunn skiva av ett avikande träslag i en yta. Då kan man göra en mall som är exakt som Det man vill fälla in. Sedan har man inlägg i så många lager som man behöver för att kunna jobba sig ända ut till kanten på mallen.)
Om fräsningen inte är genomgående. Som Elslutbleck t ex. Är det bättre att jobba utifrån och in. Det man då behöver tänka på är att senare fräsningar inte tar bort urslag i kanter. Kan behöva ha ett stämjärn till hands för att slå ett hack några tiondelar ifrån den punkt där stålet går igenom en kant. Annars går det lätt ur en flisa som man blir tvungen att limma tillbaka.
Irriterande när man vill jobba igenom saker att behöva vänta på lim som torkar
Mvh Findus
Länk: https://www.byggahus.se/forum/threads/den-halvstora-jiggbyggestraden.283610/page-5#post-2861713
Jag gör mall i mall. En huvudmall med iläggsmallar som bytes för de olika momenten. Spar en del tid med att slippa spänna om.
Viken ordning som är bra skiljer från fall till fall. Faktorer som påverkar är vilka kanter som skall vara fina. Var man vill undvika urslag. Hur spånavgången skall fungera.
I TS fall så skulle jag fräsa det genomgående hålet först för att slippa en gryta under mallen där spån vill kila fast sig i hörnen. En annan bra sak med att jobba inifrån och ut är att insatsmallarna ligger på orginalskivan och därför kan ha samma tjocklek som huvudmallen. Speciellt viktigt när fräsningen är så stor att fräsen inte har stöd mot båda sidorna av mallen.
(Bonustips: Om ni av någon anledning behöver göra en större fräsning än bordet på er fräs. Till exempel för att fälla in en tunn skiva av ett avikande träslag i en yta. Då kan man göra en mall som är exakt som Det man vill fälla in. Sedan har man inlägg i så många lager som man behöver för att kunna jobba sig ända ut till kanten på mallen.)
Om fräsningen inte är genomgående. Som Elslutbleck t ex. Är det bättre att jobba utifrån och in. Det man då behöver tänka på är att senare fräsningar inte tar bort urslag i kanter. Kan behöva ha ett stämjärn till hands för att slå ett hack några tiondelar ifrån den punkt där stålet går igenom en kant. Annars går det lätt ur en flisa som man blir tvungen att limma tillbaka.
Irriterande när man vill jobba igenom saker att behöva vänta på lim som torkar
Mvh Findus
Inte riktigt så. Spånet är besvärligare att hantera. Genomgående hål gör utsug effektivare då luften kan komma till. Så för genomgående fräsningar kan det vara bekvämare att fräsa det djupa först. Eller åtminstone borra ett hål innan du börjar fräsa.
Ett djupt beslag som är slutet får inngen hjälp med skräpet. Allt skall sugas upp. Att då börja med det djupa är dumt. De grunda ytorna låter mer luft röra sig och gör spånavgången effektivare.
Jag gillar att göra utsug direkt i mallen att koppla dammsugarn till. Blir mycket effektivare än att använda maskinens anslutning. Kanske för att det blir starkare luftström där den behövs, nära själva fräsningen.
Trevligt också att ha baksug då mindre skräp letar sig uppåt till mig.
Frågan om urslag i kanter är sekundär. Jag förutsätter att man (både du och jag alltså) använder skarpa verktyg utan skador. Bottnar och innerhörn blir bra helt enkelt. Inget att fundera på. En löpande kant blir också bra om det inte är någon spricka i materialet som man missat.
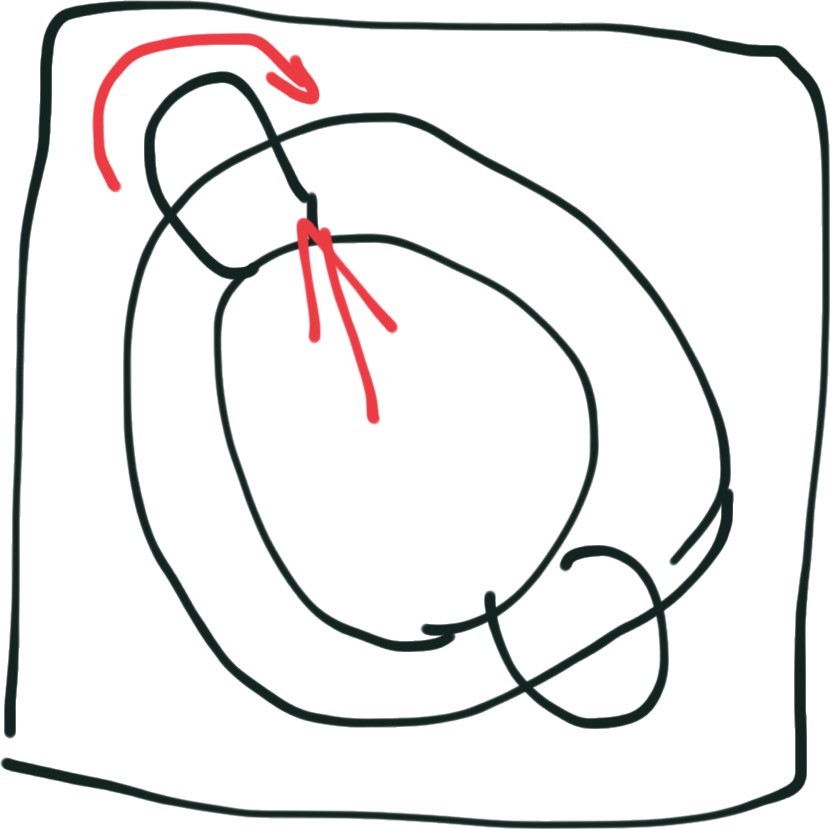
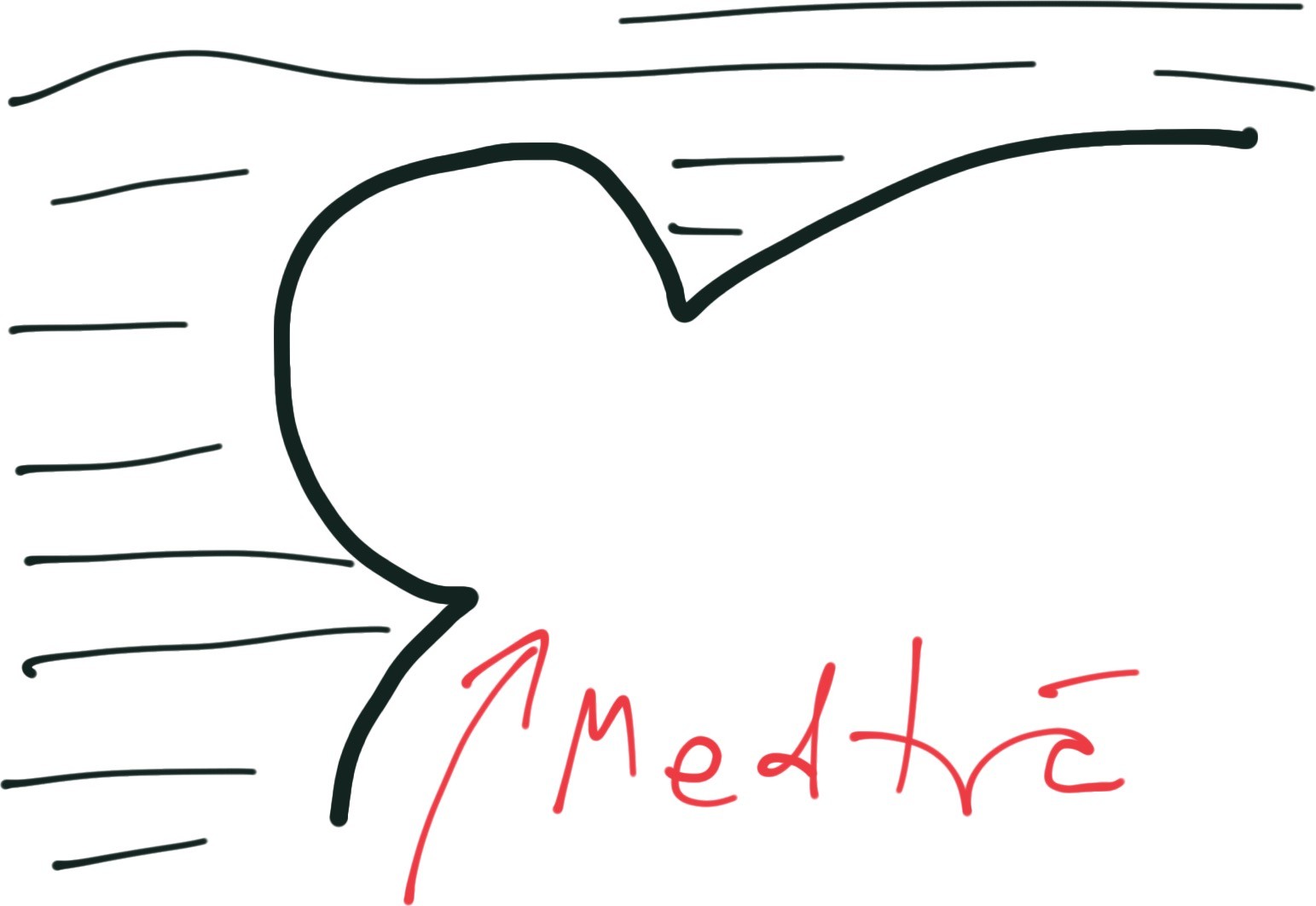
Det som återstår är när fräsningen går ut genom en kant. Fanns ett fint exempel i TS bilder längst upp i tråden.
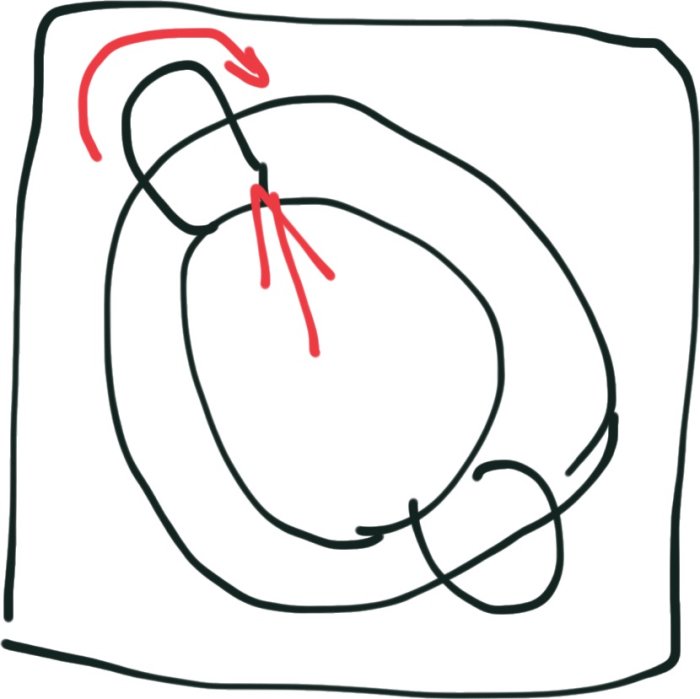
Svårt läge. En spets med tvärträ är nästan hopplös. Om man fräser de små hålen först går det bättre. Ingen garanti för att det funkar varje gång, men bättre än garantin att det slår ur varje gång om man fräser det lilla hålet efter det stora.
Mvh Findus
Ett djupt beslag som är slutet får inngen hjälp med skräpet. Allt skall sugas upp. Att då börja med det djupa är dumt. De grunda ytorna låter mer luft röra sig och gör spånavgången effektivare.
Jag gillar att göra utsug direkt i mallen att koppla dammsugarn till. Blir mycket effektivare än att använda maskinens anslutning. Kanske för att det blir starkare luftström där den behövs, nära själva fräsningen.
Trevligt också att ha baksug då mindre skräp letar sig uppåt till mig
.Frågan om urslag i kanter är sekundär. Jag förutsätter att man (både du och jag alltså) använder skarpa verktyg utan skador. Bottnar och innerhörn blir bra helt enkelt. Inget att fundera på. En löpande kant blir också bra om det inte är någon spricka i materialet som man missat.
Det som återstår är när fräsningen går ut genom en kant. Fanns ett fint exempel i TS bilder längst upp i tråden.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Svårt läge. En spets med tvärträ är nästan hopplös. Om man fräser de små hålen först går det bättre. Ingen garanti för att det funkar varje gång, men bättre än garantin att det slår ur varje gång om man fräser det lilla hålet efter det stora.
Mvh Findus
Jag började med den största mallen, eftersom jag behövde stödet från det kvarvarande materialet för att inte fräsen skulle vicka. Det finns en bild på Festools stöd ritad på mallen för att jag inte skulle glömma att använda det. 16 mm MDF har samma tjocklek som Festools ställbara mall. Jag är osäker på om mallen finns kvar i sortimentet. Jag körde med ett enskärigt stål med vändskär. Då kan man alltid ha en riktigt vass egg till mycket låg kostnad. Rekommenderas. Med vassa eggar minskar risken för bränningar och urslag. Kvaliteten på hårdmetallen i vändskären är mycket hög, och eggarna håller sig vassa länge om man fräser i trä. Spånskivor är en annan historia. Då går det år en del vändskär.
https://www.wealdentool.com/acatalog/Online_Catalogue_Easy_Fix_Cutters_952.html
https://www.wealdentool.com/acatalog/Online_Catalogue_Easy_Fix_Cutters_952.html
Men Findus om man då gör de små hålen först för att undvika spricka (som du markerar med rött). Blir risken då istället att man slår av det vänstra hörnet av samma hål när du gör det större hålet?
Fortsättningsvis ska jag hålla extra koll på ådringen och framför allt öva
Tack Mattias!
Fortsättningsvis ska jag hålla extra koll på ådringen och framför allt öva
Tack Mattias!
@mattiasp
Jag förstår. Fullständigt logiskt. Jag tror att du kör med mallring,till skillnad från mig som nästan alltid kör stål med kullager på axeln. Mallring har stora fördelar när det gäller spån. Nackdelen är förstås lite räknearbete vid tillverkning av mallar samt att du inte kan kolla mått direkt på mall utan måste provfräsa.
Egentligen ett idiotargument då jag alltid provfräser i alla fall.
Mvh Findus
Jag förstår. Fullständigt logiskt. Jag tror att du kör med mallring,till skillnad från mig som nästan alltid kör stål med kullager på axeln. Mallring har stora fördelar när det gäller spån. Nackdelen är förstås lite räknearbete vid tillverkning av mallar samt att du inte kan kolla mått direkt på mall utan måste provfräsa.
Egentligen ett idiotargument då jag alltid provfräser i alla fall
.Mvh Findus
Med 10 mm fräs och 30 mm mallring blir räknearbetet enkelt. Man lägger bara till 20 mm på alla mått. Mallringen har även den fördelen att ringen alltid är i tätt höjd i relation till mallen. Med kullagrade fräsar finns ytterligare en möjlighet att göra fel. Jag brukar göra fel tillräckligt ofta i alla fall. Om man ska passa in mallen mot markeringar eller tidigare fräsningar kan det vara behändigt att ha cylindriska små passbitar med diametern, i mitt fall, 10 mm.
Klicka här för att svara