5 197 läst ·
32 svar
5k läst
32 svar
Bygga kniv på Byggahus
Vad använder du för att få -40 grader? Vad ger det för egenskaper på stålet mot att låta det vila i rumstemperatur innan anlöpningen?Alltgår skrev:
Mycket imponerad arbete och bra beskrivning! Snygga knivar! Det är så att man blir sugen på att testa själv. Bara man inte redan hade haft andra ofärdiga projekt på kö.

Tack! Det är en fantastisk hobby, rekommenderas!A Anderscurl skrev:Vad använder du för att få -40 grader? Vad ger det för egenskaper på stålet mot att låta det vila i rumstemperatur innan anlöpningen?
Mycket imponerad arbete och bra beskrivning! Snygga knivar! Det är så att man blir sugen på att testa själv. Bara man inte redan hade haft andra ofärdiga projekt på kö.
Att fortsätta släckningen av stålet ner i minusgrader minskar andelen av det som kallas restaustenit som man inte vill ha för mycket av, och ökar hårdheten lite.
-40 får jag i en vanlig golvfrys med snabbinfrysningsläge. Hade den var it lite mer avfrostad så hade den gått ner till -43.
Anlöpning på lite lagom temperatur i 2 timmar. Lita inte på din ugns gradinställning, utan kolla med en separat termometer. Det kan slå på väldigt mycket. Jag kan lita på min väldigt bra, har det visat sig.


Edit: glasskålen i ugnen har inget med detta att göra. Den står kvar sen hustrun bakade surdegsbröd.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Edit: glasskålen i ugnen har inget med detta att göra. Den står kvar sen hustrun bakade surdegsbröd.
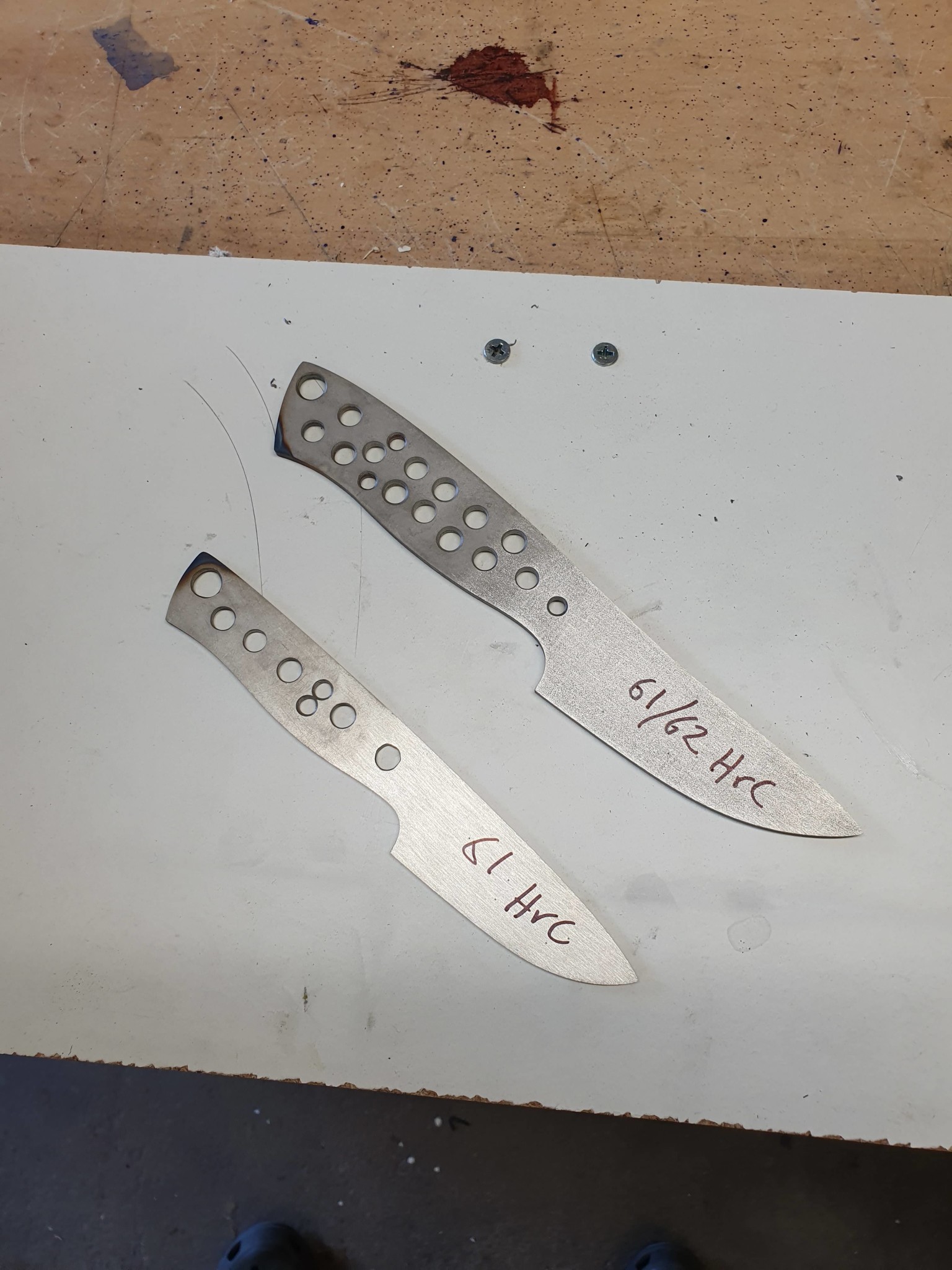
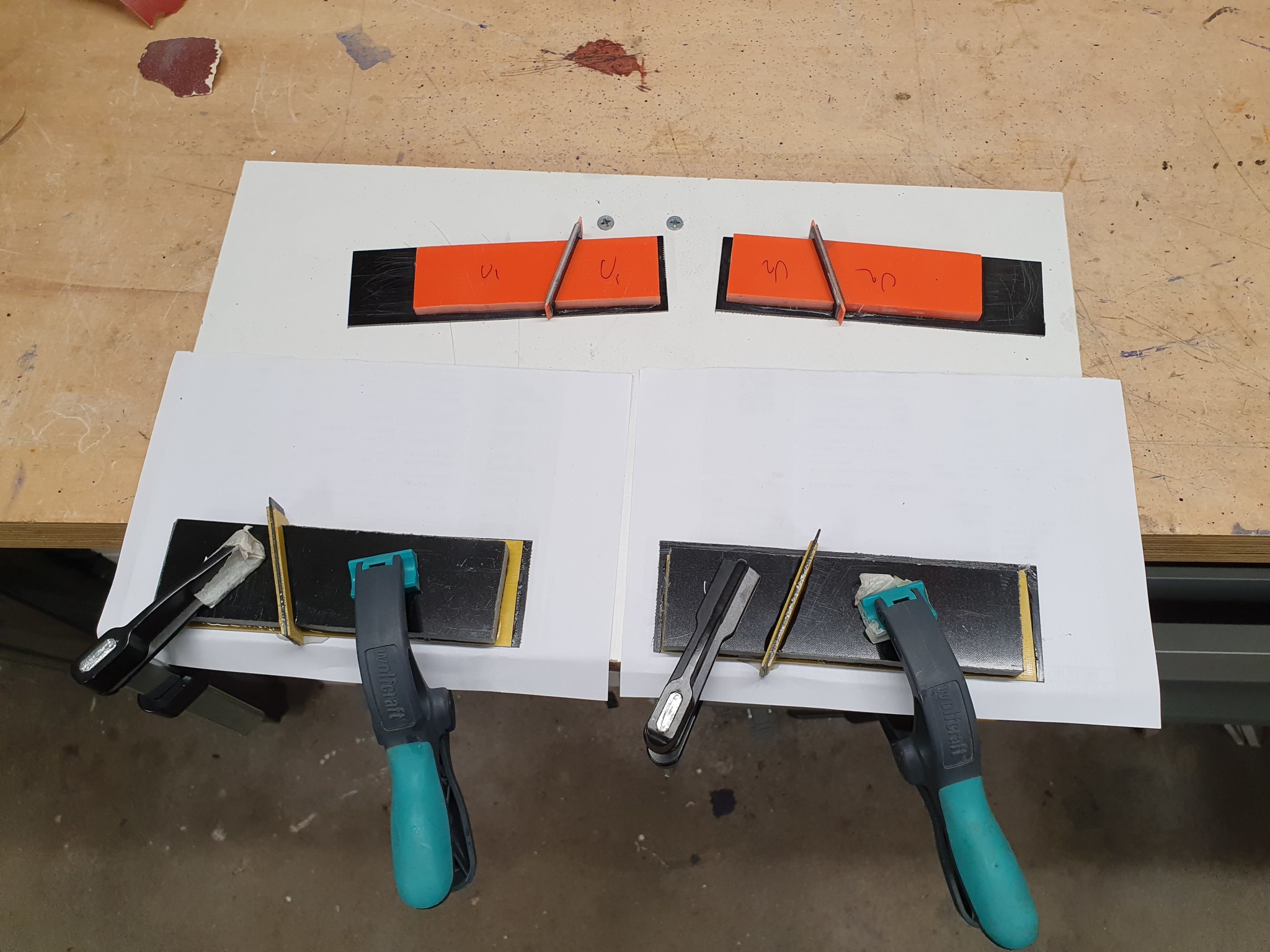
Innan hårdhetstestning så får man slipa ytorna lite, jag tar 220 korn.
Allt gick enligt plan. Det stora bladet i AEB-L närmare 62 Hrc och det lilla i 14c28n på 61 Hrc. AEB-L brukar bli lite hårdare givet samma program.


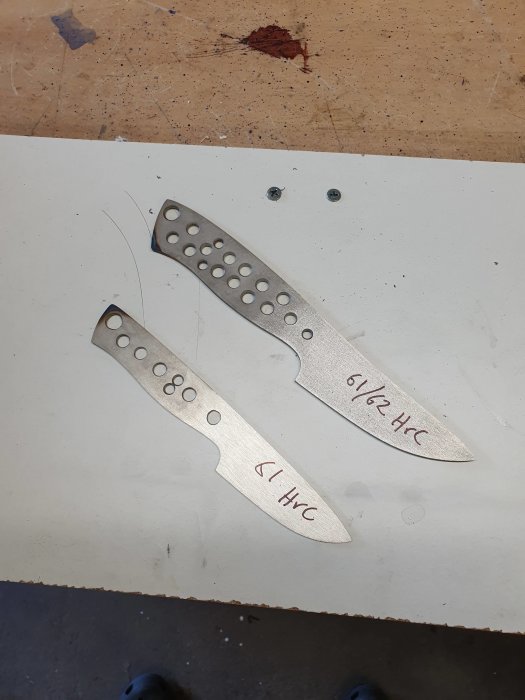
Som referens till hårdheten kan man jämföra med en rostfri Morakniv, som håller ca 57 Hrc.
Allt gick enligt plan. Det stora bladet i AEB-L närmare 62 Hrc och det lilla i 14c28n på 61 Hrc. AEB-L brukar bli lite hårdare givet samma program.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Som referens till hårdheten kan man jämföra med en rostfri Morakniv, som håller ca 57 Hrc.
Redigerat:
Produkter som diskuteras: "Morakniv"

Allroundkniv Companion svart Morakniv
Allroundkniv med ergonomiskt skaft
139 kr inkl moms
Läs mer
Nu kommer man till nackdelen med att värmebehandla stål...det vrider sig oftast. Det gäller framförallt stål som börjar sitt liv på stora rullar på stålverket. De vill liksom gärna återgå till det där infantila stadiet. AEB-L och 14c28n är utmärkta exempel på detta.

Men det går att fixa:

Jag använder en hemmagjord hammare med hårdmetallyta. Man knackar inne i böjen och pressar bort stål från hammaren, vilket får böjen att räta ut sig. Man kan också använda sig av skruvstäd och blåslampa, men tar då eventuellt lite risker med genomgången värmebehandling.


Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Men det går att fixa:

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jag använder en hemmagjord hammare med hårdmetallyta. Man knackar inne i böjen och pressar bort stål från hammaren, vilket får böjen att räta ut sig. Man kan också använda sig av skruvstäd och blåslampa, men tar då eventuellt lite risker med genomgången värmebehandling.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Dags att slipa fram bladen då. Det gick inte helt geschwint, utan några småsaker som skulle gjorts annorlunda kosmetiskt. Men men, inget som påverkar prestandan.
Det är rätt bra att dra av hörnen på ett lite slitet band först. Sen gå över till ett nytt fräscht.
Jag börjar på 60 korn här, 40 är mer effektivt men slut just nu. Med keramiska band så är der warp-speed på slipen och rätt högt tryck som gäller.

Efter några tag på slipen kom jag ihåg att jag inte tänkte ha eggen hela vägen bak, utan spara en liten "häl" där Nåja, det mesta brukar gå att fixa till i efterhand.
Nåja, det mesta brukar gå att fixa till i efterhand.

120 korn granulatband är egentligen en bra bruksfinish.

Lilla bladet. Vissa stannar på en sådan här höjd i slipfasen, sk skandinavisk slipning. Jag ser inga fördelar med det förutom att spara tid och slipband.

Planslipning blir det här med.
120 korn.

220 korn.

220 korn sen fleeceband.

Det är rätt bra att dra av hörnen på ett lite slitet band först. Sen gå över till ett nytt fräscht.
Jag börjar på 60 korn här, 40 är mer effektivt men slut just nu. Med keramiska band så är der warp-speed på slipen och rätt högt tryck som gäller.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Efter några tag på slipen kom jag ihåg att jag inte tänkte ha eggen hela vägen bak, utan spara en liten "häl" där
Nåja, det mesta brukar gå att fixa till i efterhand.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
120 korn granulatband är egentligen en bra bruksfinish.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Lilla bladet. Vissa stannar på en sådan här höjd i slipfasen, sk skandinavisk slipning. Jag ser inga fördelar med det förutom att spara tid och slipband.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Planslipning blir det här med.
120 korn.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
220 korn.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
220 korn sen fleeceband.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Limma ihop skaftdelar.
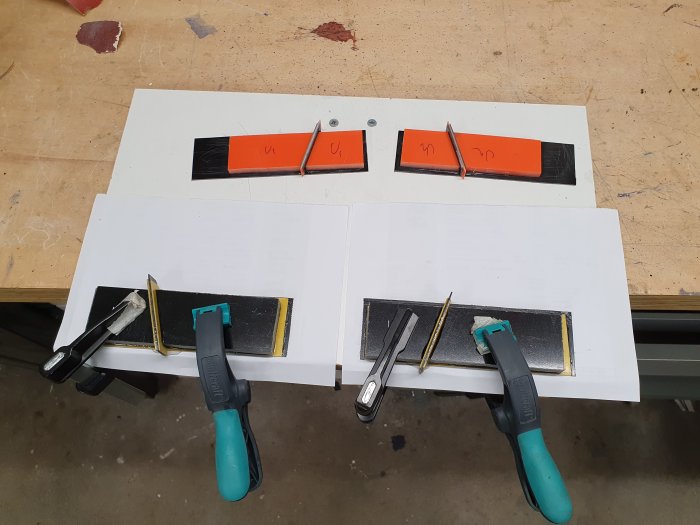
Gör klart främre delen på skaftet som möter bladet, helt (den kommer man inte åt sen när skaftet är limmat..)
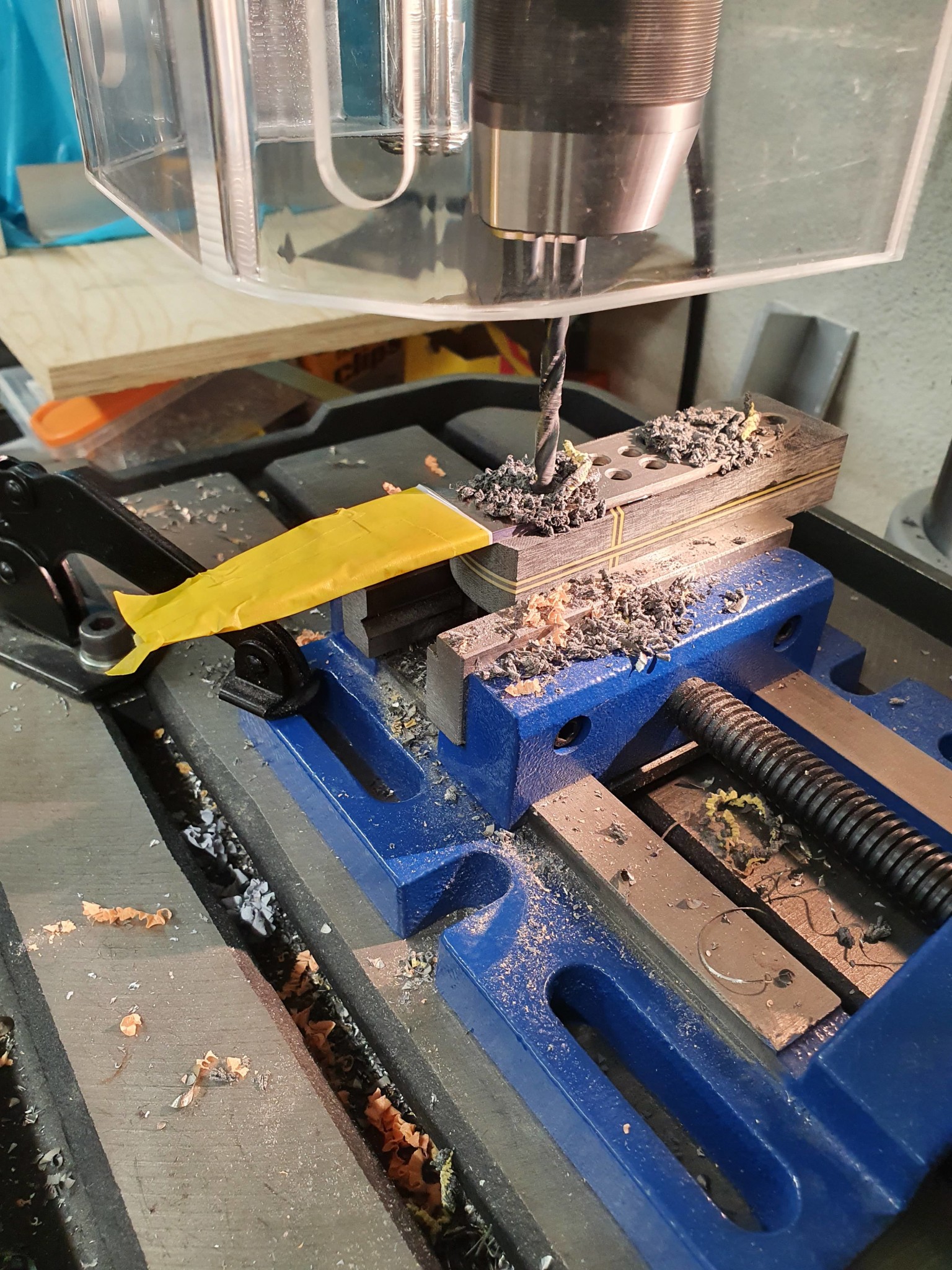
Borra hål
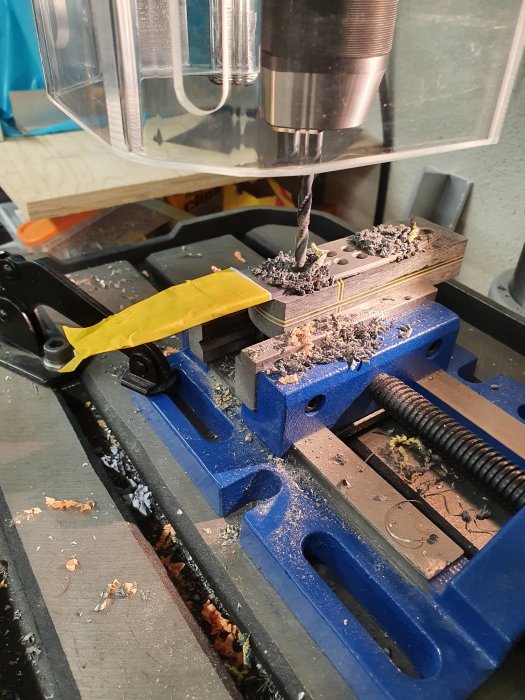
Limma ihop med 30 min epoxy.

Edit: på borrningsbilden så är skaftsidorna, och bladet, inpassade och ihopsatta med några droppar CA-lim. Det knackas lätt isär sen.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Gör klart främre delen på skaftet som möter bladet, helt (den kommer man inte åt sen när skaftet är limmat..)
Borra hål
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Limma ihop med 30 min epoxy.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Edit: på borrningsbilden så är skaftsidorna, och bladet, inpassade och ihopsatta med några droppar CA-lim. Det knackas lätt isär sen.
Redigerat:
Avslutar tråden med lite bilder. Skaften har formats och finputsats. 80-150-400 korn på bandslipen. Sen 800-1500 korn för hand och sist polermaskinen.








Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Om du vill bygga egen fulltångekniv med material åt gummihållet så hade jag testat Ultrex Suretouch. Det är lager-på-lager G10 och gummi. Vill du bygga med dold tånge så kan du göra ett sk "frame handle". Dvs du bygger en ram runt tången, (av t ex g10) som är lika tjock som tången.nino skrev:
https://www.gfsknifesupplies.com/Products/Handle-and-Sheaths/suretouch-g10/suretouch-g10-black