4 131 724 läst ·
21 112 svar
4132k läst
21,1k svar
Vad har du gjort med verktyg och maskiner idag?
Elektroniktokig
· 2 457 inlägg
Fördelen blir att när man gjort ett 20mm hål genom jiggen med ett stål anpassat för din benchdog så blir passningen benchdog>jig>bord bra.richardtenggren skrev:
Schysst, även om jag tänker att noggrannheten ändå hamnar i centreringen av kopierringen och passningen mot kopierringen i mallen.
Min har typ sugpassning på kopierringen, enda felet är att jag fick infon från affären jag köpte benchdogsen från att de skulle ha 30 mm diameter, men i verkligheten var de 25 mm. Så man kanske skulle gjort den för 25 mm kopierring(kanske inte finns, utan 24/27?) eller gjort de två hålen i botten 25 mm.
Nu fick jag be en kollega svarva till några benchdogs istället, men också sugpassning
Detta löstes troligen på den xtools gjorde")
jag har tillsammans med alla andra CNC-maskinister ett helsicke med toleranser... och hade jag gett mig på att fräsa både 30 och 20mm hål skulle felen bli allt större.
men de här jiggarna ser enkla ut som tusan men är betydligt mer eländiga än man kanske vill erkänna att ta fram. Därför har jag fram till nu konsekvent sagt tack men nej tack när jag fått förfrågan. Återstår att se hur denna kommer fungera

För några årtionden sedan gick jag utbildning i maskinkodprogrammering för att styra en point to point maskin. Rena stenåldern för er som arbetar i CAD och direkt får era maskiner att göra saker efter ritning. Den enda fördel jag nu kan se med direktprogramering i maskinkod är att jag kan lära mig maskinens ofullkomligheter och anpassa körningen för att neutralisera felen. Felen kan bero på glapp eller klen struktur eller vad som helst. Ville jag att fanskapet skulle fräsa ett runt hål var jag tvungen att gå in innanför radien och sedan fräsa cirkeln i två omgångar. Annars blev det en elips. Ett annat sätt som går lite fortare var att programera maskinen att fräsa kontraelipser för att få runda hål. Det duger för grytgångjärn.norrbottenssnickaren skrev:
Jobbigt sätt att arbeta. Sitta vid en dator och skriva gibberish. Lägga över på diskett. Ladda in i maskinen och slå igång och hoppas att det inte finns något skitfel i koden som krashar körningen. Har sedan dess inte känt någon entusiasm inför CNC-maskiner.
Mvh Findus
Jag har gjort ungefär samma resa. Jag skulle iofs gärna ha en cnc, men jag är för ointresserad för att lära mig. De kan verkligen utföra under om rätt person sitter vid spakarna. Men det finns också ett ngt underligt förhållningssätt ibland på större snickerier, att allt ska upp i en cnc bara för att det finns. Jag har ibland (nåväl ca 10 år sedan sist) varit inhyrd för att leda större projekt på snickerier, och där personal står handfallna när man inte kan få sin bit bearbetad i cnc:n. Det kunde vara ngn som skulle göra 2 hurtsar och ville få hålrader borrade. Att gå till en C-tapp tex var inte att tänka på, föreslog man det var man ju helt stenålders och kef.findus42 skrev:
richardtenggren
Ingen-gör
· Norrlandet
· 6 615 inlägg
richardtenggren
Ingen-gör
- Norrlandet
- 6 615 inlägg
Jo, fast det beror ju ändå på toleransen på ditt frästa säte, centreringen av kopierringen i fräsen, toleransen på stålet, kast på stål och även benchdogens tolerans. Du har ju även en viss tolerans mellan inbördes hål och framförallt verktygsslitage att ta hänsyn till.Fördelen blir att när man gjort ett 20mm hål genom jiggen med ett stål anpassat för din benchdog så blir passningen benchdog>jig>bord bra.
jag har tillsammans med alla andra CNC-maskinister ett helsicke med toleranser... och hade jag gett mig på att fräsa både 30 och 20mm hål skulle felen bli allt större.
men de här jiggarna ser enkla ut som tusan men är betydligt mer eländiga än man kanske vill erkänna att ta fram. Därför har jag fram till nu konsekvent sagt tack men nej tack när jag fått förfrågan. Återstår att se hur denna kommer fungera
(Man får göra en toleransanalys, det får man göra rätt ofta i min vardag, i olika grader då, men speciellt när man har designat gängor, presspassningar eller något annat som kräver relativt höga toleranser så är det viktigt. Men även på hålbilder vid långa konstruktioner kan det ju vara bra. Men här får man väl hålla en rimlig nivå.)
När jag ritar brukar jag utgå från 2768-mk, ibland så får man ju gå ner på fin eller ännu lägre, är det onödigt kan man ju köra på grov för att spara tid och kostnad. Allt beror ju på hur produkten ska användas.
Sen beror det väl på maskin också, men om du kör utan verktygsbyte så borde det vara ett marginellt problem? Annars borde du även ha problem med c-c-måtten tänker jag?
I min värld så mäter man ju oftast ett antal ur varje serie för att se hur man ligger till för att hålla sig inom specade toleranser.
Vissa former är svåra att mäta, då scannar man istället eller kör koordinatmätmaskin, contracer osv.
Jag vill också ha en CNC, dock så får man ju acceptera att en byggsats kanske inte håller industriell kvalite kanske. Men till det jag vill göra duger det garanterat
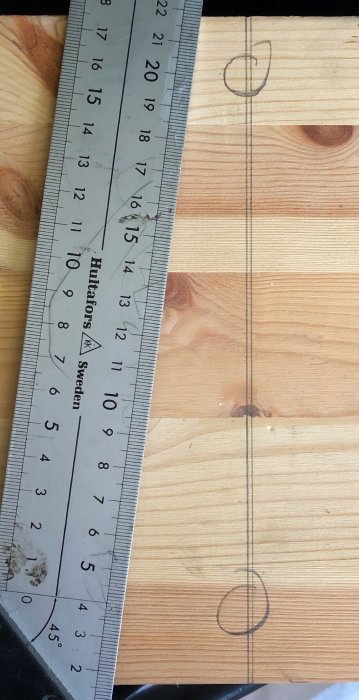
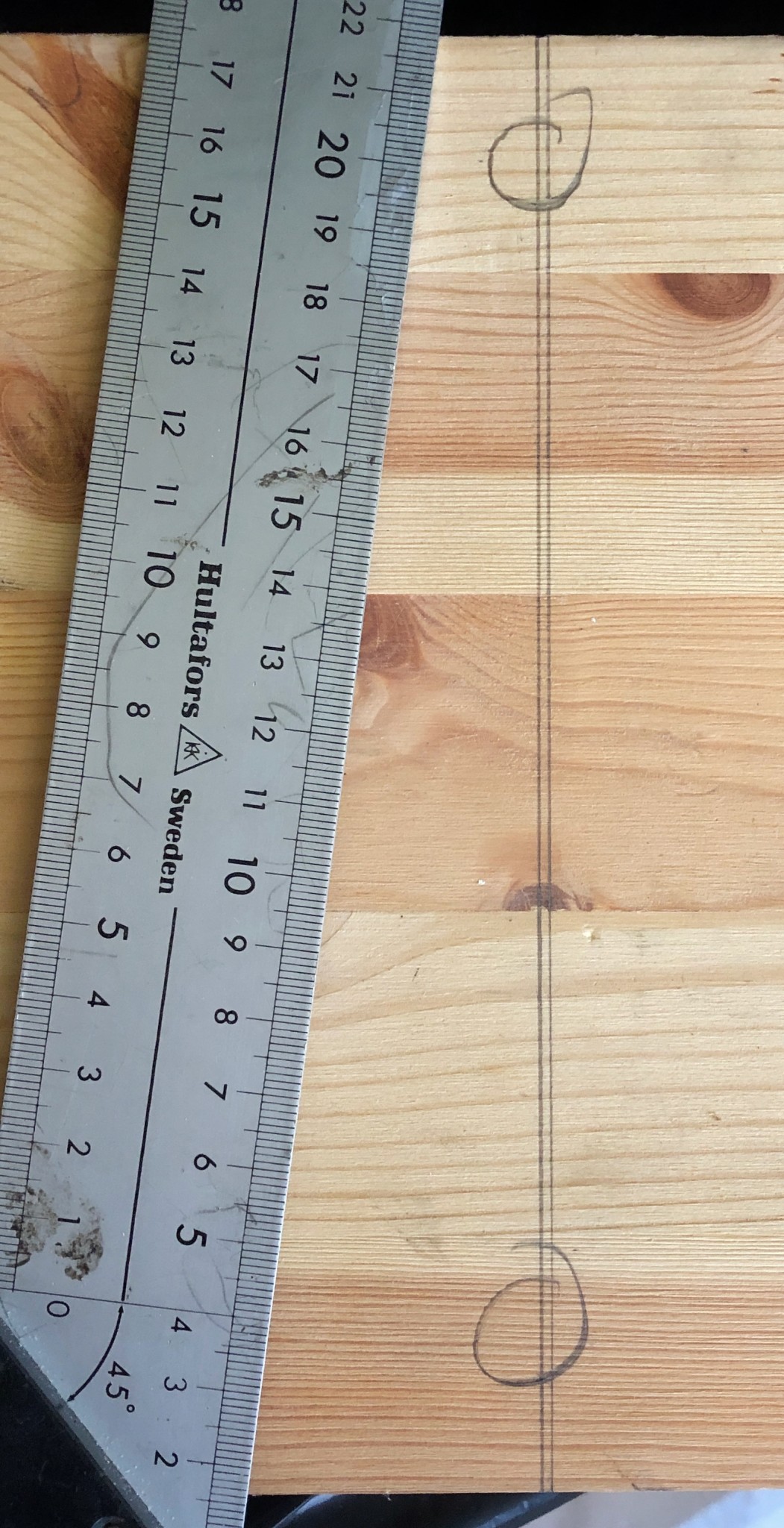
I ett tidigare inlägg (10044) skrev jag att jag kastade min vinkelhake i metallådan för den är ur vinkel och för att jag ogillar instabiliteten.
Skjut mig!
Jag kunde så klart inte låta bli så jag plockade upp den, spände 120-papper på en MDf-skiva och drog vinkelhaken ett antal gånger fram och tillbaka med lite extra tryck i ena änden. Nu är den i vinkel igen. Kommer ha den för att kolla vinklar när jag monterar saker. Det andra problemet är kvar men ni vet: ”bättre att ha och inte behöva än behöva och inte ha”...
Skjut mig!
Jag kunde så klart inte låta bli så jag plockade upp den, spände 120-papper på en MDf-skiva och drog vinkelhaken ett antal gånger fram och tillbaka med lite extra tryck i ena änden. Nu är den i vinkel igen. Kommer ha den för att kolla vinklar när jag monterar saker. Det andra problemet är kvar men ni vet: ”bättre att ha och inte behöva än behöva och inte ha”...
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Elektroniktokig
· 2 457 inlägg
ja men kom att jag inte fräser ett 20mm hål för benchdogs utan det fräser operatören av jiggen tar man bort ett möjligt fel.Jo, fast det beror ju ändå på toleransen på ditt frästa säte, centreringen av kopierringen i fräsen, toleransen på stålet, kast på stål och även benchdogens tolerans. Du har ju även en viss tolerans mellan inbördes hål och framförallt verktygsslitage att ta hänsyn till.
(Man får göra en toleransanalys, det får man göra rätt ofta i min vardag, i olika grader då, men speciellt när man har designat gängor, presspassningar eller något annat som kräver relativt höga toleranser så är det viktigt. Men även på hålbilder vid långa konstruktioner kan det ju vara bra. Men här får man väl hålla en rimlig nivå.)
När jag ritar brukar jag utgå från 2768-mk, ibland så får man ju gå ner på fin eller ännu lägre, är det onödigt kan man ju köra på grov för att spara tid och kostnad. Allt beror ju på hur produkten ska användas.
Sen beror det väl på maskin också, men om du kör utan verktygsbyte så borde det vara ett marginellt problem? Annars borde du även ha problem med c-c-måtten tänker jag?
I min värld så mäter man ju oftast ett antal ur varje serie för att se hur man ligger till för att hålla sig inom specade toleranser.
Vissa former är svåra att mäta, då scannar man istället eller kör koordinatmätmaskin, contracer osv.
Jag vill också ha en CNC, dock så får man ju acceptera att en byggsats kanske inte håller industriell kvalite kanske. Men till det jag vill göra duger det garanterat
Bygger bänkskivor till köket. Olika delar är olika långt komna i processen, så det pågår en massa saker samtidigt. Några plankor grovkapas, andra klyvs och limmas, en del epoxylagas och en mindre bit har äntligen fått sin slutfinnish. Tur att min timlön är noll, så att jag kan hävda att det blir billigare än att köpa färdigt. Trots lite nya verktyg jag bara ”måste” ha.





Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Kopplat in nya spånsugen. Jag har haft det gått ut förut, men jag är trött på att all värme dras ut. Ja, jag vet att det blir findamm i retur men ska bygga in den senare, med stora dörrar med filtermedia. Hur som helst, Acwords grejer är riktigt bra och rejäla, inget rappel.


Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Tack och lov ser min fru det på samma sätt, så med en gammal gård med stora behov fylls det på med roliga verktyg. Tyvärr blev det lite för bra den här gången. Med en lamellfräs är det väldigt smidigt att få ihop även bångstyrig ek till skivor, så jag får hitta något annat projekt att skylla på för en valsputsmaskin (och ett större garage).Fario skrev:
Med tanke på övrig maskinpark så tycker jag du spenderar alldeles för lite på spånsugen!mowatom skrev:
Mnja, prestandamässigt räcker det till. Jag har stationerat en vid sågen, snart en vid fräsen. Utan rördragning räcker dessa långt. Till kantlistmaskin har jag en som är gjord för just Kantlistmaskiner, då dessa kräver lite partikelhastighet. Men arbetsmiljömässigt absolut.V vectrex skrev: