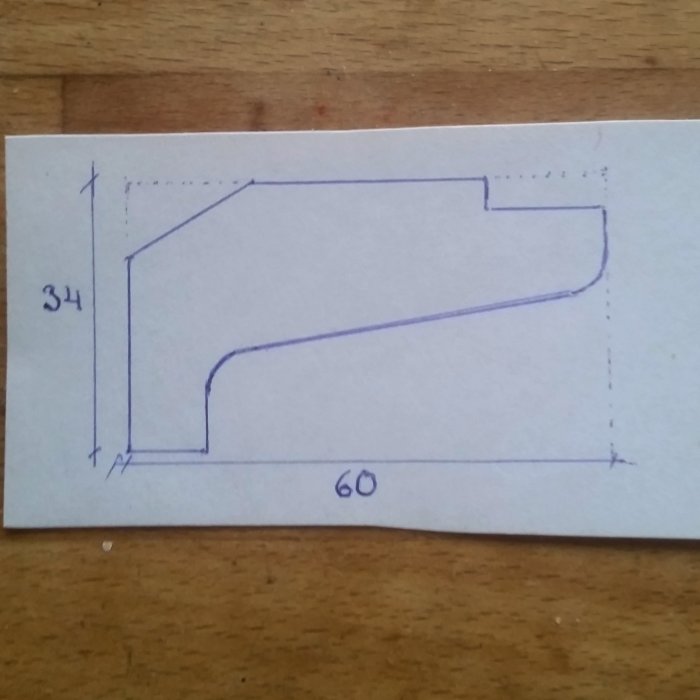
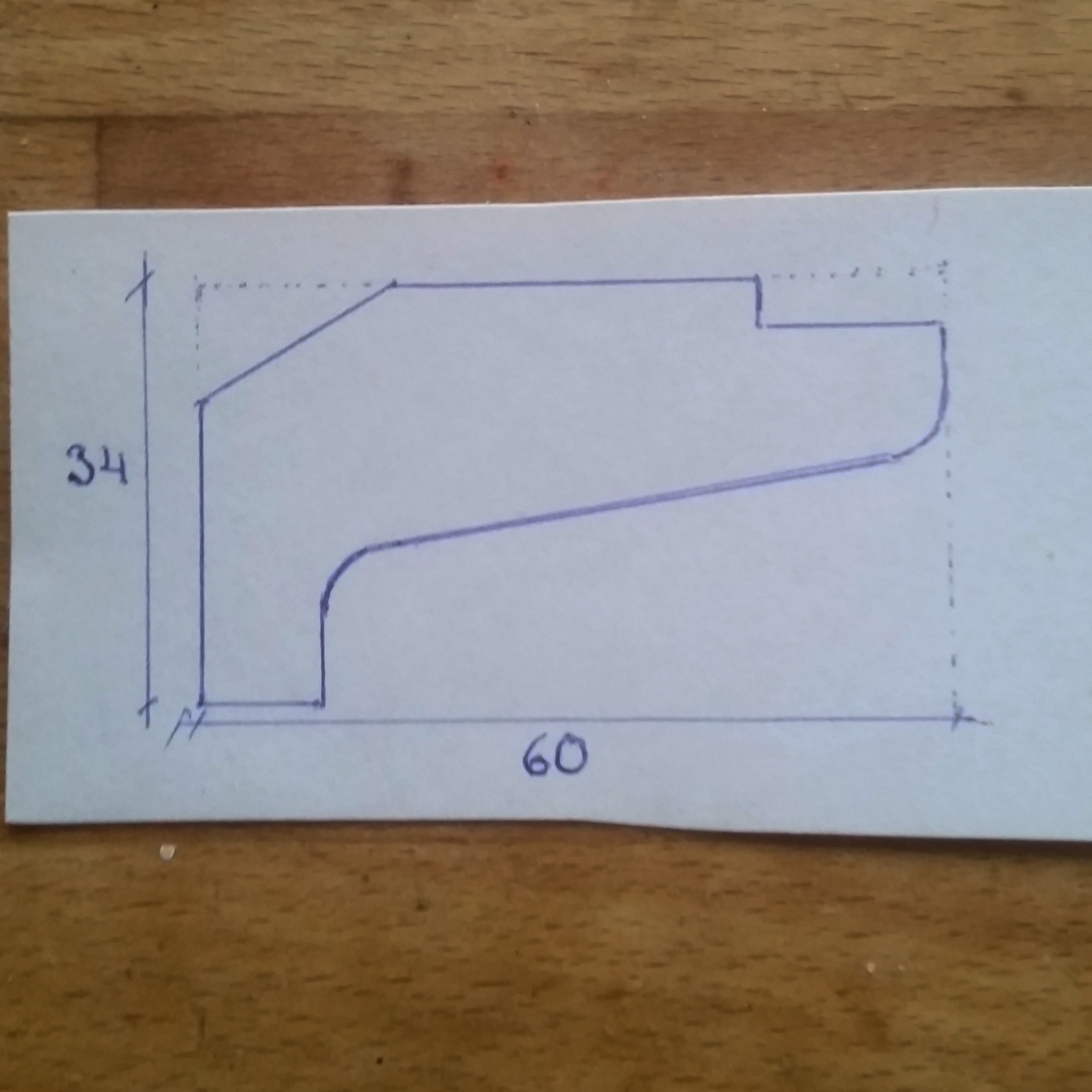
Tänkte försöka få till taklist till vårt vardagsrum som är under renovering. Behöver hjälp med tips på angreppssätt.
Har en Bosch Pof 1200 monterad i fräsbord, en ok bänksåg, är nybörjare som lyckades få till fönsterfoder efter råd och dåd från forumet, fick lite blodad tand
/ lpehr
Har en Bosch Pof 1200 monterad i fräsbord, en ok bänksåg, är nybörjare som lyckades få till fönsterfoder efter råd och dåd från forumet, fick lite blodad tand
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
/ lpehr
Kul projekt!
Vet inte vad du har för frässtål men jag utgår från att du har ett med önskad profil på höjden sas, annars blir det ett stål med en diameter på ca 90 mm — känns väl stort för en vanlig handöverfräs.
Ska det kunna ske på ett säkert sätt får du räkna med en del spill eftersom du behöver en rejäl yta att stödja mot bordet. Observera att jag har mina dubier ang det här, också för att du behöver utgå från hyvlade ämnen med en tjocklek på 60 mm. Går såklart att fixa genom att limma ihop ett par st.
Ok, så här tänker jag:
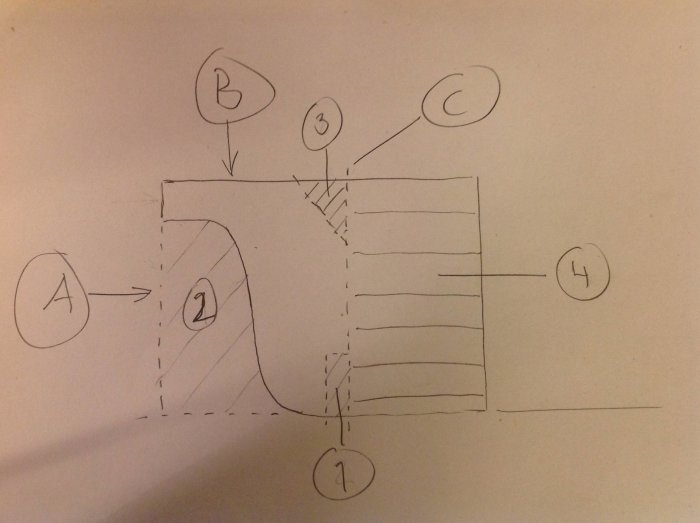
Jag har vänt på profilen för att matcha ett stål med stående profil.
Utgå från ett ämne med minst dubbla bredden av den färdiga listen.
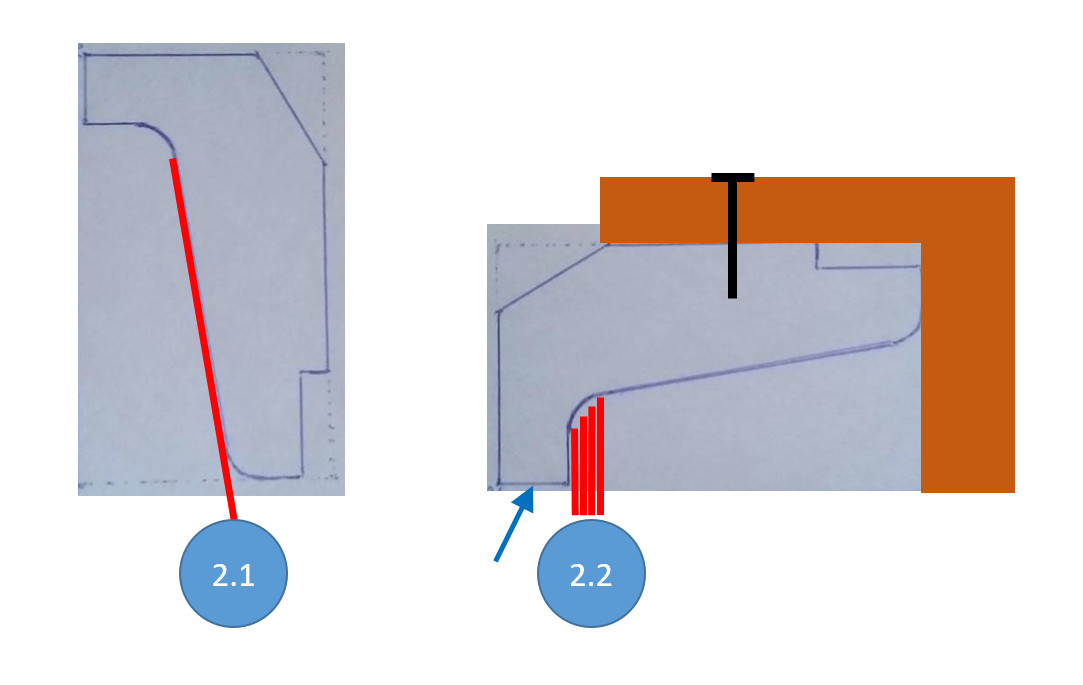
Börja med att såga ett längsgående spår (1) på bordssågen, kanske måste det göras i omgångar för att få rätt bredd på det. Alternativt gör du det med en pinnfräs på fräsbordet.
Fräs sedan, i omgångar med hjälp av mellanlägg mellan fräsanhåll och ämnet som plockas bort efterhand, bort den diagonalstreckade delen (2) med sidan (A) mot anhållet.
Mellanläggen gör det möjligt att sätta anhållet på det färdiga fräsdjupet och ändå fräsa profilen i flera omgångar, det är ofta vettigt att göra fräsningar lite i taget.
Därefter tillbaka till bordssågen, kapa bort den horisontalstreckade delen (4) utmed den streckade linjen märkt (C).
Dags att fräsa bort det diagonalstreckade hörnet (3), nu med sidan (B) mot fräsanhållet och ämnet sas på rygg dvs sidan där del (4) suttit mot bordet. Här skulle jag fräsa så lite som möjligt för att bibehålla maximal stödyta mot bordet.
Klart!
Andra tankar:
Både säkerheten och slutresultatet blir bättre med featherboards e dyl som hjälper till att styra ämnet förbi frässtålet.
Såga och fräs samtliga listämnen ett moment i taget, dvs såga spår, fräs profilen osv, så slipper du en massa omställningar av maskinerna som kan ställa till det.
Kan du åstadkomma ämnen/plank med tillräcklig bredd för att ta flera lister ur minimerar du spillet jämfört med att göra separata ämnen för varje list. Då får du göra alla lister fram till steg fyra, fräsa hörnet (3) och avsluta med det momentet för samtliga.
Min lösning, kanhända har jag tänkt fel någonstans men då kommer säkert någon att korrigera mig.
Lycka till och lägg gärna upp bilder på hur du gjorde och det färdiga resultatet.
//Ronnie
Vet inte vad du har för frässtål men jag utgår från att du har ett med önskad profil på höjden sas, annars blir det ett stål med en diameter på ca 90 mm — känns väl stort för en vanlig handöverfräs.
Ska det kunna ske på ett säkert sätt får du räkna med en del spill eftersom du behöver en rejäl yta att stödja mot bordet. Observera att jag har mina dubier ang det här, också för att du behöver utgå från hyvlade ämnen med en tjocklek på 60 mm. Går såklart att fixa genom att limma ihop ett par st.
Ok, så här tänker jag:
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jag har vänt på profilen för att matcha ett stål med stående profil.
Utgå från ett ämne med minst dubbla bredden av den färdiga listen.
Börja med att såga ett längsgående spår (1) på bordssågen, kanske måste det göras i omgångar för att få rätt bredd på det. Alternativt gör du det med en pinnfräs på fräsbordet.
Fräs sedan, i omgångar med hjälp av mellanlägg mellan fräsanhåll och ämnet som plockas bort efterhand, bort den diagonalstreckade delen (2) med sidan (A) mot anhållet.
Mellanläggen gör det möjligt att sätta anhållet på det färdiga fräsdjupet och ändå fräsa profilen i flera omgångar, det är ofta vettigt att göra fräsningar lite i taget.
Därefter tillbaka till bordssågen, kapa bort den horisontalstreckade delen (4) utmed den streckade linjen märkt (C).
Dags att fräsa bort det diagonalstreckade hörnet (3), nu med sidan (B) mot fräsanhållet och ämnet sas på rygg dvs sidan där del (4) suttit mot bordet. Här skulle jag fräsa så lite som möjligt för att bibehålla maximal stödyta mot bordet.
Klart!
Andra tankar:
Både säkerheten och slutresultatet blir bättre med featherboards e dyl som hjälper till att styra ämnet förbi frässtålet.
Såga och fräs samtliga listämnen ett moment i taget, dvs såga spår, fräs profilen osv, så slipper du en massa omställningar av maskinerna som kan ställa till det.
Kan du åstadkomma ämnen/plank med tillräcklig bredd för att ta flera lister ur minimerar du spillet jämfört med att göra separata ämnen för varje list. Då får du göra alla lister fram till steg fyra, fräsa hörnet (3) och avsluta med det momentet för samtliga.
Min lösning, kanhända har jag tänkt fel någonstans men då kommer säkert någon att korrigera mig.
Lycka till och lägg gärna upp bilder på hur du gjorde och det färdiga resultatet.
//Ronnie
Redigerat:
Profilen som @Pysslarn benämner 2 ser ut som en gigantisk Roman Ogee och jag har aldrig sett nåt i närheten av den storleken till handöverfräs. Så, jag tror profil 2 är den stora utmaningen, resten är ganska enkla operationer. Hur många meter rör det sig om (=hur mycket handpåläggning kan vara ok) och hur lång är längsta plankan som ska bearbetas (= hur stor möjlighet finns det att bygga temporära hjälpanhåll av ex mdf som skruvas på osynliga sidan av färdig list).
Produkter som diskuteras: "mdf skruvas"

MDF-skruv elförzinkad 200-pack FAST
För sammafogning av MDF-skivor
109 kr inkl moms
Läs mer
Hm, om du har ett ämne som 60x34 mm ser jag 5 snitt med bordsågen och 2 fräsningar.
Jag gjorde nyligen en tavelram som påminner om formen du har på listen på bilden med helt ordinära frässtål och en enkel bordsåg.
Jag lånar bilden Pysslarn gjorde. Jag utgår från att du har ett ämne i rätt storlek här.
1. Två snitt med bordsågen från var sitt håll. Klart.
2. Ett snitt med bordsågen med ämnet placerat som på bilden med vinkel på bladet. Du får då en rak linje, inte bågformad som den på Pysslarns bild verkar vara. Gör snittet så långt upp du kan utan att inkräkta på det som ska bli den inre runda delen. Vänd sedan ämnet och skär bort så mycket som möjligt på bordsågen, fortfarande utan att inkräkta på den del som ska rundas.
2 B och C. Fräs den runda yttre delen med en avrundningsfräs, och den inre runda delen med en hålkärlsfräs.
3. Skär det sista snittet med bordsågen.
Slipa, slipa, slipa och avsluta med att slipa.
Testa dig fram lite så kommer du hitta rätt till slut.
Jag gjorde nyligen en tavelram som påminner om formen du har på listen på bilden med helt ordinära frässtål och en enkel bordsåg.
Jag lånar bilden Pysslarn gjorde. Jag utgår från att du har ett ämne i rätt storlek här.
1. Två snitt med bordsågen från var sitt håll. Klart.
2. Ett snitt med bordsågen med ämnet placerat som på bilden med vinkel på bladet. Du får då en rak linje, inte bågformad som den på Pysslarns bild verkar vara. Gör snittet så långt upp du kan utan att inkräkta på det som ska bli den inre runda delen. Vänd sedan ämnet och skär bort så mycket som möjligt på bordsågen, fortfarande utan att inkräkta på den del som ska rundas.
2 B och C. Fräs den runda yttre delen med en avrundningsfräs, och den inre runda delen med en hålkärlsfräs.
3. Skär det sista snittet med bordsågen.
Slipa, slipa, slipa och avsluta med att slipa.
Testa dig fram lite så kommer du hitta rätt till slut.
Fin bild, @Pysslarn , även jag lånar den! Jag hade gjort så här:
- Med A mot anhållet kört större delen av 2 med t.ex. CMTs vertikala panel-frässtål (profil C i CMT-länken). Men kanske din fräs inte tar 12mm frässtål?
- Avslutat 2 med ett lämplig avrundningsstål längs ner i Pysslarns bild
- Klyvt i bordssågen enl streck C
- Med C mot anhållet fräst 1 med ett notfrässtål
- Vänt upp och ner på ämnet och fräst 3 med ett fasfrässtål
Jag hade gjort så här:- Med A mot anhållet kört större delen av 2 med t.ex. CMTs vertikala panel-frässtål (profil C i CMT-länken). Men kanske din fräs inte tar 12mm frässtål?
- Avslutat 2 med ett lämplig avrundningsstål längs ner i Pysslarns bild
- Klyvt i bordssågen enl streck C
- Med C mot anhållet fräst 1 med ett notfrässtål
- Vänt upp och ner på ämnet och fräst 3 med ett fasfrässtål
Tack, slickar i mig alla positiva kommentarer som kommer!Bart skrev:
Måste erkänna att eftersom ts hade en snygg och måttsatt skiss utgick jag från att han/hon hade ett frässtål med den profil som fanns på skissen. Har för dålig koll på vad det finns för profiler så det kändes inte orimligt att det finns ett stål med en utdragen "ogee-variant" med ca 50 mm höjd.
Den "lilla bågformen" finns tyvärr bara för att jag gjorde en slarvig skiss...
Ärlighet varar längst!
//Ronnie
PS roligt att se att det återigen finns fler än ett sätt att lösa ett problem! DS
Underbart med er input.
Rummet är ca 6,3x3,7 m. Räknar med drygt ca 3m/list och skarvar vid uppsätning. Tror häller inte att det finns ett stål som funkar för 2:an. Min fräs klarar max 8 mm.
Var själv inne på Barts lösning men fick inte ihop moment 2b. Yttre avrundning.
Vilket stål? Hur skallanhållet vara?
/ Lars.Novisen vid spisen
Rummet är ca 6,3x3,7 m. Räknar med drygt ca 3m/list och skarvar vid uppsätning. Tror häller inte att det finns ett stål som funkar för 2:an. Min fräs klarar max 8 mm.
Var själv inne på Barts lösning men fick inte ihop moment 2b. Yttre avrundning.
Vilket stål? Hur skallanhållet vara?
/ Lars.Novisen vid spisen
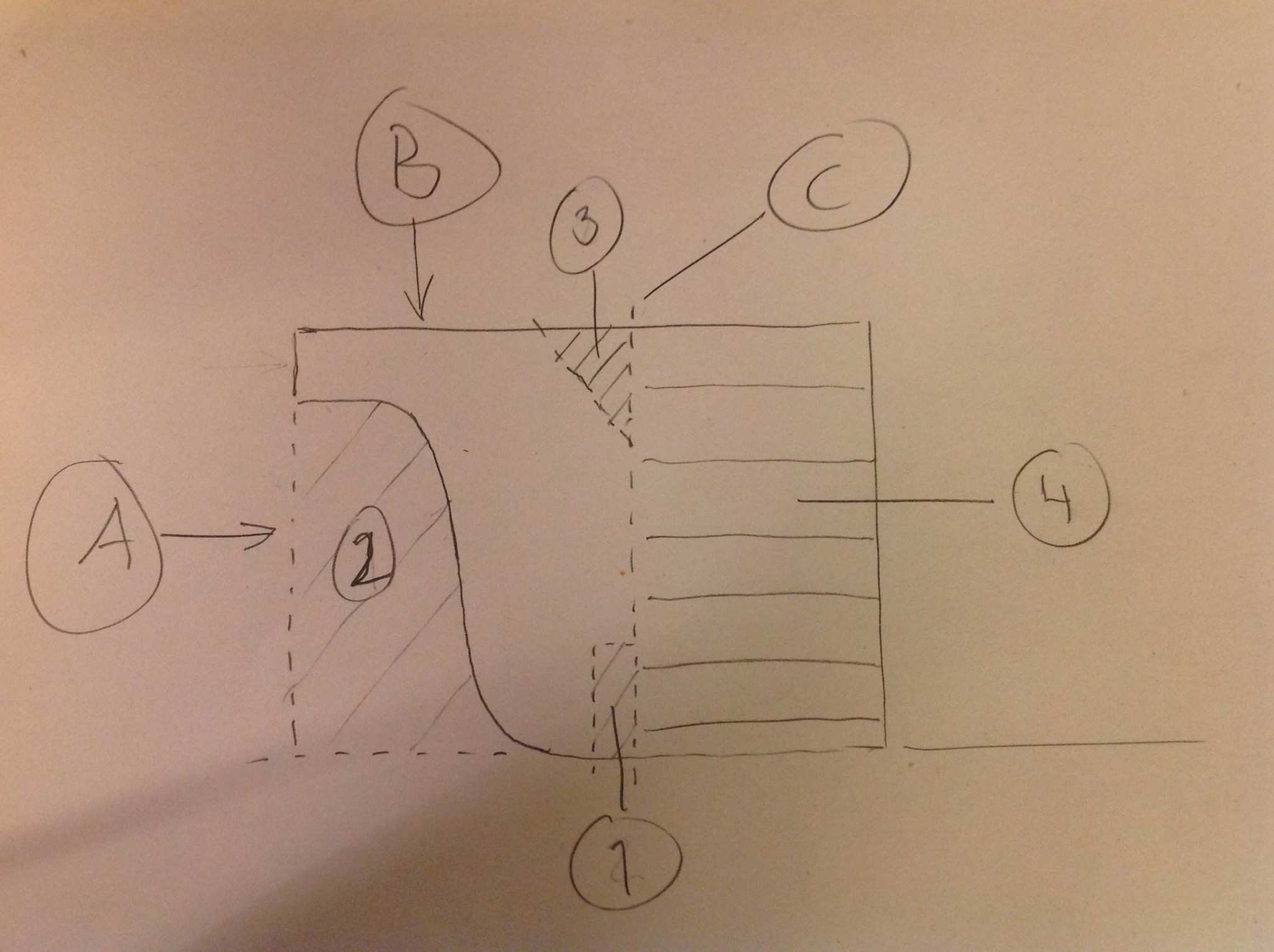
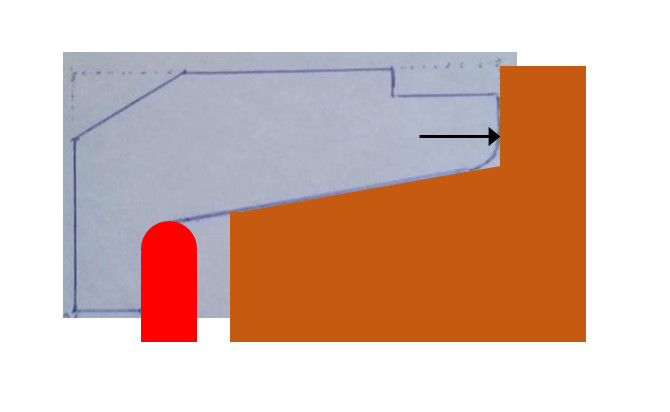
Sågning #2 för att få till urtaget är en utmaning då ämnet efter biten är avsågad enbart kommer vila på korta sträckan blå pil i 2.2 bilden. Jag hade en idé om en L-formad temporär hjälpdel som skruvas fast i listens osynliga sida och som gör att ämnet får en kant till att vila på. Jag hade kanske kört flera snitt i denna operation därav flera röda streck i 2.2 bilden.
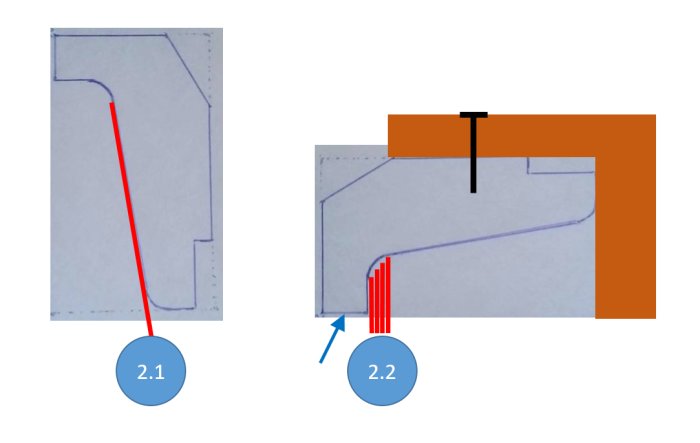
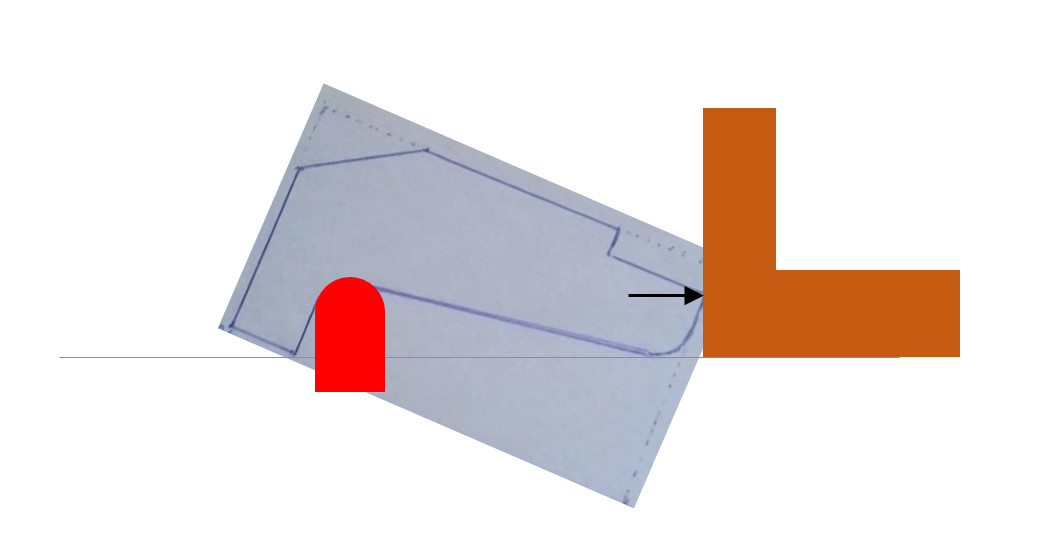
Fräsning 2C kan också vara lite sketchy. Option 1 är att köra det med biten liggande på fräsbordet. Anhåll i brunt, tryck svart pil, frässtål rött. Det här betyder ju att du använder en skarp kant som tryckpunkt och det är väl kanske inte att rekommendera. Dessutom om du missar aningen i att hålla tryck mot anhållet kommer frässtålet gräva på fel sida.
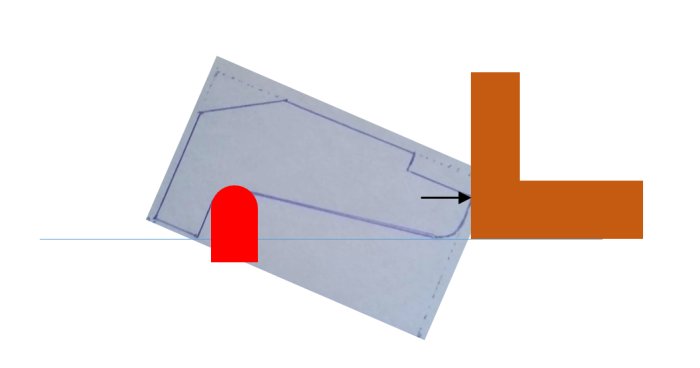
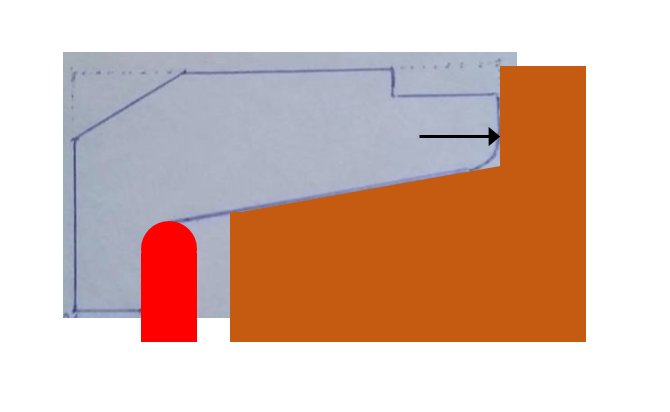
Lite mer safe set-up är att bygga ett hjälpanhåll som fästs på fräsbordet, bruna delen i bilden, och styr mot detta, svart pil.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Fräsning 2C kan också vara lite sketchy. Option 1 är att köra det med biten liggande på fräsbordet. Anhåll i brunt, tryck svart pil, frässtål rött. Det här betyder ju att du använder en skarp kant som tryckpunkt och det är väl kanske inte att rekommendera. Dessutom om du missar aningen i att hålla tryck mot anhållet kommer frässtålet gräva på fel sida.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Lite mer safe set-up är att bygga ett hjälpanhåll som fästs på fräsbordet, bruna delen i bilden, och styr mot detta, svart pil.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Tack Ola för dina tips. Känns helt rätt. Börjar se ljuset i tunneln.....
En fundering till...
Stålet för avrundningen av ytterrundningen. Tänker mig att ämnet ligger med ovansidan mot fräsbordet och att avrundningen då kräver ett stål som så att säga är uppochner mot traditionella frässtål som används vid frihandsfräsning. Har letat på nätet men inte hittat något lämpligt ännu.
Finns denna typ av frässtål tro?
// Lars
En fundering till...
Stålet för avrundningen av ytterrundningen. Tänker mig att ämnet ligger med ovansidan mot fräsbordet och att avrundningen då kräver ett stål som så att säga är uppochner mot traditionella frässtål som används vid frihandsfräsning. Har letat på nätet men inte hittat något lämpligt ännu.
Finns denna typ av frässtål tro?
// Lars
Det är väl bättre att såga till ett kilformat stöd så att du kan ha listen upp-och-ned när du fräser denna avrundning. På så vis kan du använda ett vanligt avrundningsstål.L lpehr skrev: