Då blir det en byggtråd för min cyklon enligt Bill Pentz design. Tänkte försöka skriva rätt detaljerat så att andra som inte heller jobbat med plåt innan kan följa och bygga eget om de vill. Det kan därför ta lite tid att komma igenom allt. Hade själv aldrig arbetat med plåt innan, jag berättar hur jag gjort så får ni som är proffs gärna berätta hur man gör det bättre ")
För de som funderar på att bygga själva så rekommenderar jag verkligen att lusläsa Bill Pentz hemsida, framför allt hans bygginstruktioner är bra och detaljerade. Han har även en Excelfil som ger alla mått.
Here we go!
Innan man börjar
Innan man börjar måste man bestämma vilken storlek på cyklon man ska bygga, vilket håll inloppet ska sitta på, vilken rördiameter man ska ansluta cyklonen till och vilket material man ska använda. Gör man cyklonen större skapar den mindre tryckförlust, men tar så klart mer plats. Matar man in storlek/effekt på fläkten i Excelfilen så får man rekommenderad storlek på cyklon. Gällande inloppshållet så måste man se till att luften i cyklonen snurrar åt samma håll som fläktimpellern för att inte skapa onödiga förluster. När man kollat det kan man bara spegelvända den utklippta huvudcylindern för att få inloppet på rätt håll. Rördiameter ska vara tillräckligt stor för att få tillräckligt högt volymflöde i rören, men samtidigt inte för stort så att lufthastigheten blir för låg i rören. Bill rekommenderar omkring 150 mm för hans design, jag kör på 160. För material är tunnare plåt lättare att böja men omtåligare. Jag kör på 0,7 mm galvad plåt.
Innan man ger sig på plåten
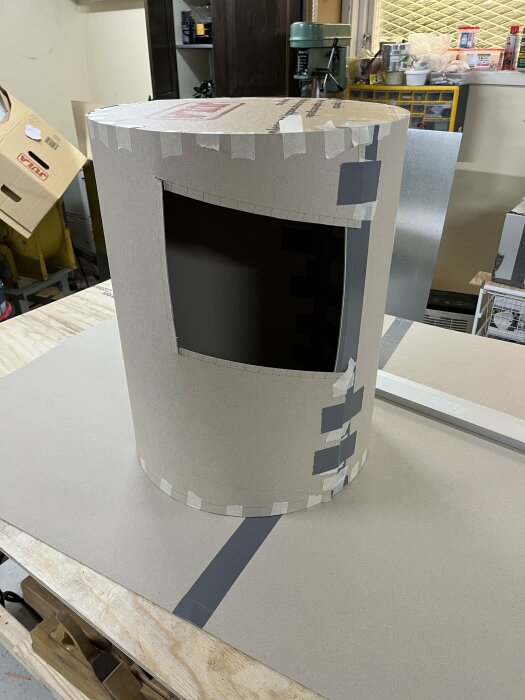
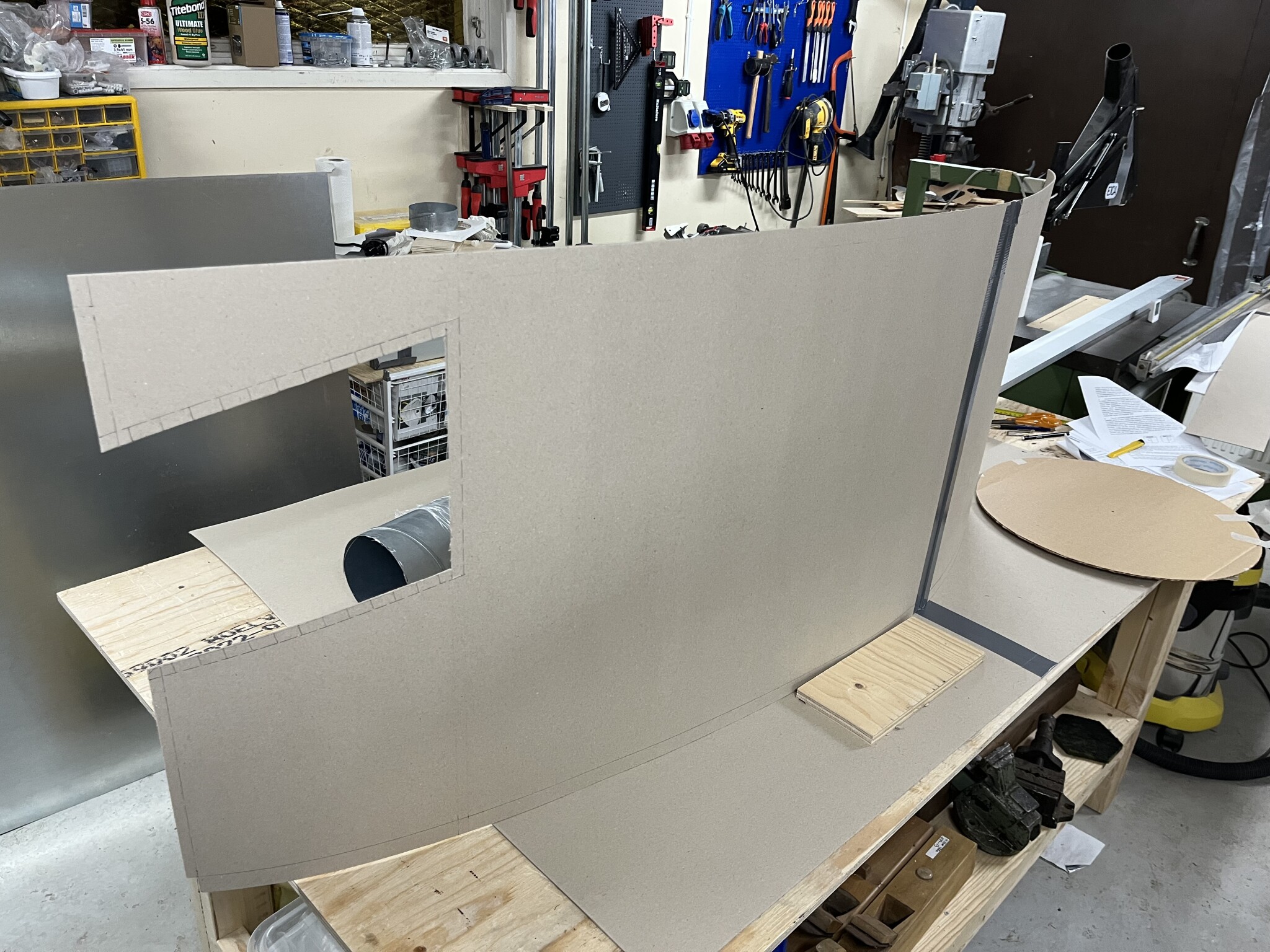
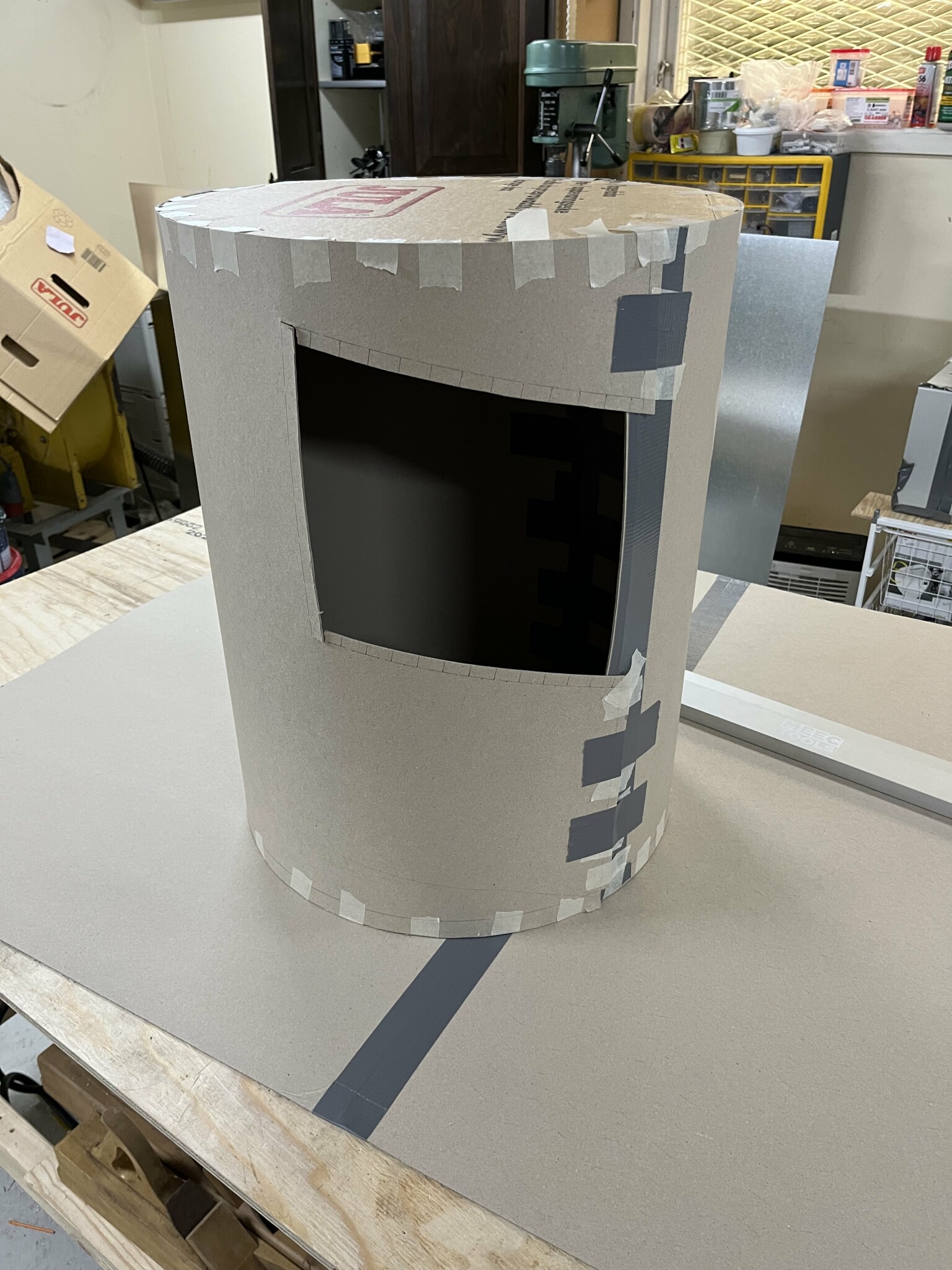
Bill rekommenderar att man bygger en prototyp innan man ger sig på plåten, för att hitta eventuella fel. Jag gjorde det av pappmaterial från Kreatima. Funkade bra men det var svårt att få det att hålla formen. Toppen på mitt bord var lite skevt, vilket gjorde att några mått inte stämde. Glad att jag gjorde prototypen först!


Fortsättning följer!
För de som funderar på att bygga själva så rekommenderar jag verkligen att lusläsa Bill Pentz hemsida, framför allt hans bygginstruktioner är bra och detaljerade. Han har även en Excelfil som ger alla mått.
Here we go!
Innan man börjar
Innan man börjar måste man bestämma vilken storlek på cyklon man ska bygga, vilket håll inloppet ska sitta på, vilken rördiameter man ska ansluta cyklonen till och vilket material man ska använda. Gör man cyklonen större skapar den mindre tryckförlust, men tar så klart mer plats. Matar man in storlek/effekt på fläkten i Excelfilen så får man rekommenderad storlek på cyklon. Gällande inloppshållet så måste man se till att luften i cyklonen snurrar åt samma håll som fläktimpellern för att inte skapa onödiga förluster. När man kollat det kan man bara spegelvända den utklippta huvudcylindern för att få inloppet på rätt håll. Rördiameter ska vara tillräckligt stor för att få tillräckligt högt volymflöde i rören, men samtidigt inte för stort så att lufthastigheten blir för låg i rören. Bill rekommenderar omkring 150 mm för hans design, jag kör på 160. För material är tunnare plåt lättare att böja men omtåligare. Jag kör på 0,7 mm galvad plåt.
Innan man ger sig på plåten
Bill rekommenderar att man bygger en prototyp innan man ger sig på plåten, för att hitta eventuella fel. Jag gjorde det av pappmaterial från Kreatima. Funkade bra men det var svårt att få det att hålla formen. Toppen på mitt bord var lite skevt, vilket gjorde att några mått inte stämde. Glad att jag gjorde prototypen först!
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Fortsättning följer!
Du kommer att bli förvånad hur bra den fungerar.
Jag byggde min av 2mm plåt som jag helsvetsade. Jag gjorde ett bultat flänsförband mellan konen och cylindern så jag kan öppna och få ut grövre skräp. Det har behövts en gång. Motorn är 5,5 kw och fläkthjulsdiametern 39 cm. Vi har ju 50 hz medan amerikanerna har 60 hz så våra fläktar snurrar litet långsammare. Därför finns det skäl att ta till litet extra på fläktstorleken.
Jag byggde min av 2mm plåt som jag helsvetsade. Jag gjorde ett bultat flänsförband mellan konen och cylindern så jag kan öppna och få ut grövre skräp. Det har behövts en gång. Motorn är 5,5 kw och fläkthjulsdiametern 39 cm. Vi har ju 50 hz medan amerikanerna har 60 hz så våra fläktar snurrar litet långsammare. Därför finns det skäl att ta till litet extra på fläktstorleken.
Produkter som diskuteras: "fläktar"

Fläktar
Flytta förbrukad luft ut ur ditt hem med mekanisk frånluft. I den här samlingen hittar du vårt sortiment av badrumsfläktar, kanalfläktar och värmeflyttare.
Läs mer
Ja det låter som en bra idé. Tänkte svetsa först men det blev ett moment för mycket att lära sig, så jag popnitade. Flänsar låter smidigt!H heimlaga skrev:Du kommer att bli förvånad hur bra den fungerar.
Jag byggde min av 2mm plåt som jag helsvetsade. Jag gjorde ett bultat flänsförband mellan konen och cylindern så jag kan öppna och få ut grövre skräp. Det har behövts en gång. Motorn är 5,5 kw och fläkthjulsdiametern 39 cm. Vi har ju 50 hz medan amerikanerna har 60 hz så våra fläktar snurrar litet långsammare. Därför finns det skäl att ta till litet extra på fläktstorleken.
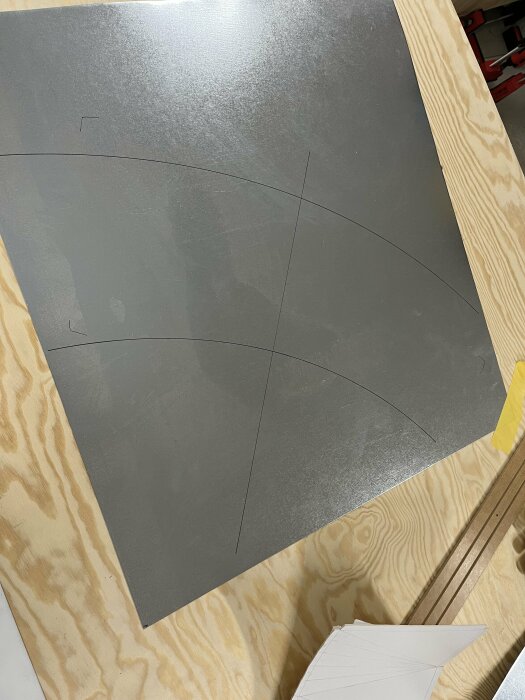
Nästa steg var att rita ut på plåten. Körde svart märkpenna först, sedan ritspenna för tydliga linjer. Smidigt att ha mallarna från prototypen för att verifiera alla mått.


För delarna med radie borrade jag ett hål genom en tapetlinjal och ner i kanten på bordet, sedan vände jag på borret och satte det genom hålen så att linjalen kunde svänga. Sedan hål på rätt avstånd för respektive radie, som pennorna kunde tryckas igenom.

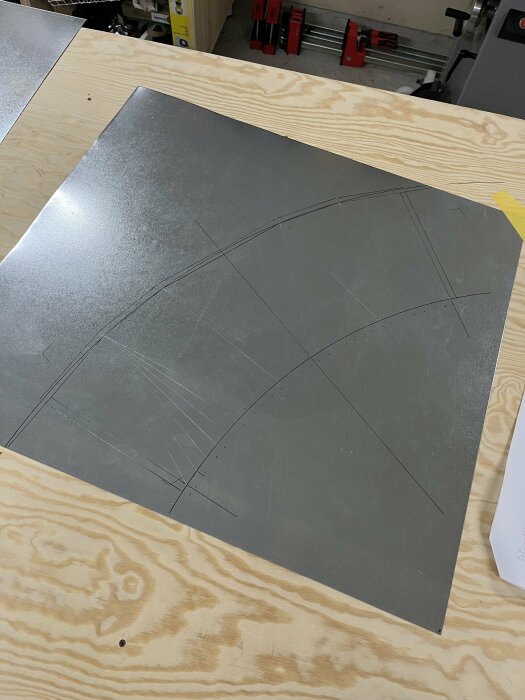
Dubbelkolla alla diagonalmått så att allt stämmer. För konen utgick jag från hörnet och mätte avståndet till det andra hörnet, både på övre och undre radien. Sedan dra linje mellan dessa och dubbelkolla så att linjen linjerar med borrhålet i bordet som markerar mitten på cirkeln.

Sedan dags att börja klippa. Testade först några plåtsaxar från Biltema, de var kassa och bucklade plåten. Köpte sedan en Stubai pelikan som funkade mycket bra. Sticksågade först de böjda formerna, men med lite övning gick även det bra med pelikanen.


Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
För delarna med radie borrade jag ett hål genom en tapetlinjal och ner i kanten på bordet, sedan vände jag på borret och satte det genom hålen så att linjalen kunde svänga. Sedan hål på rätt avstånd för respektive radie, som pennorna kunde tryckas igenom.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Dubbelkolla alla diagonalmått så att allt stämmer. För konen utgick jag från hörnet och mätte avståndet till det andra hörnet, både på övre och undre radien. Sedan dra linje mellan dessa och dubbelkolla så att linjen linjerar med borrhålet i bordet som markerar mitten på cirkeln.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Sedan dags att börja klippa. Testade först några plåtsaxar från Biltema, de var kassa och bucklade plåten. Köpte sedan en Stubai pelikan som funkade mycket bra. Sticksågade först de böjda formerna, men med lite övning gick även det bra med pelikanen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Jag tänkte samma och pratade med en plåtslagare. Han hänvisade dock till hans leverantör, som även säljer till privatpersoner. HJM Byggplåt i Mölndal utanför Göteborg. Köpte två st 2000 x 1250 mm. Det räcker till standardcyklonen plus att man har lite extra.R roli skrev:
Man kan säkert börja med ett oljefat, och fästa en kon på. De oljefat jag sett är ju inte helt släta/cylindriska dock, vet inte hur mycket det försämrar effektiviteten. Tanken med Pentz design är att göra den så effektiv som möjligt, så jag hade gjort av plåtark.J jonaserik skrev:
Det är en cyklon som det ska vara och ett fat är runt och fungerar på samma sätt med påbyggnad. Spånorna ska avskiljas och dom hamnar i botten, kan kanske bli tungt med ett fat att tömma. Jag har bara en stor fläkt som suger/blåser till en tygsäck där spånorna lägger sig i botten och luften ut genom säcken. Jobbar inte som proffs med trä, så det räcker för mig.P pinec0ne skrev:
Jag samlade ihop plåtmaterialet och fläkten och materialet till maskinstommen på skroten men det tog ett antal besök under en längre tid.
Som spånsamlare under cyklonen har jag 200 liter plåttunnor som det kommer päronjuicekoncentrat i.
Som spånsamlare under cyklonen har jag 200 liter plåttunnor som det kommer päronjuicekoncentrat i.
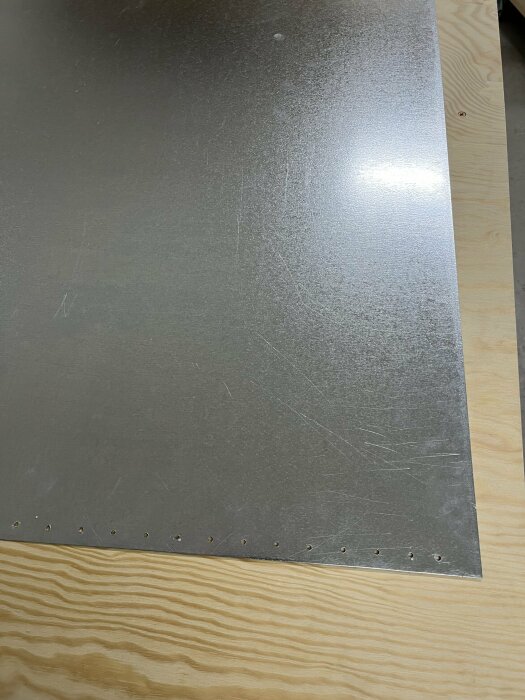
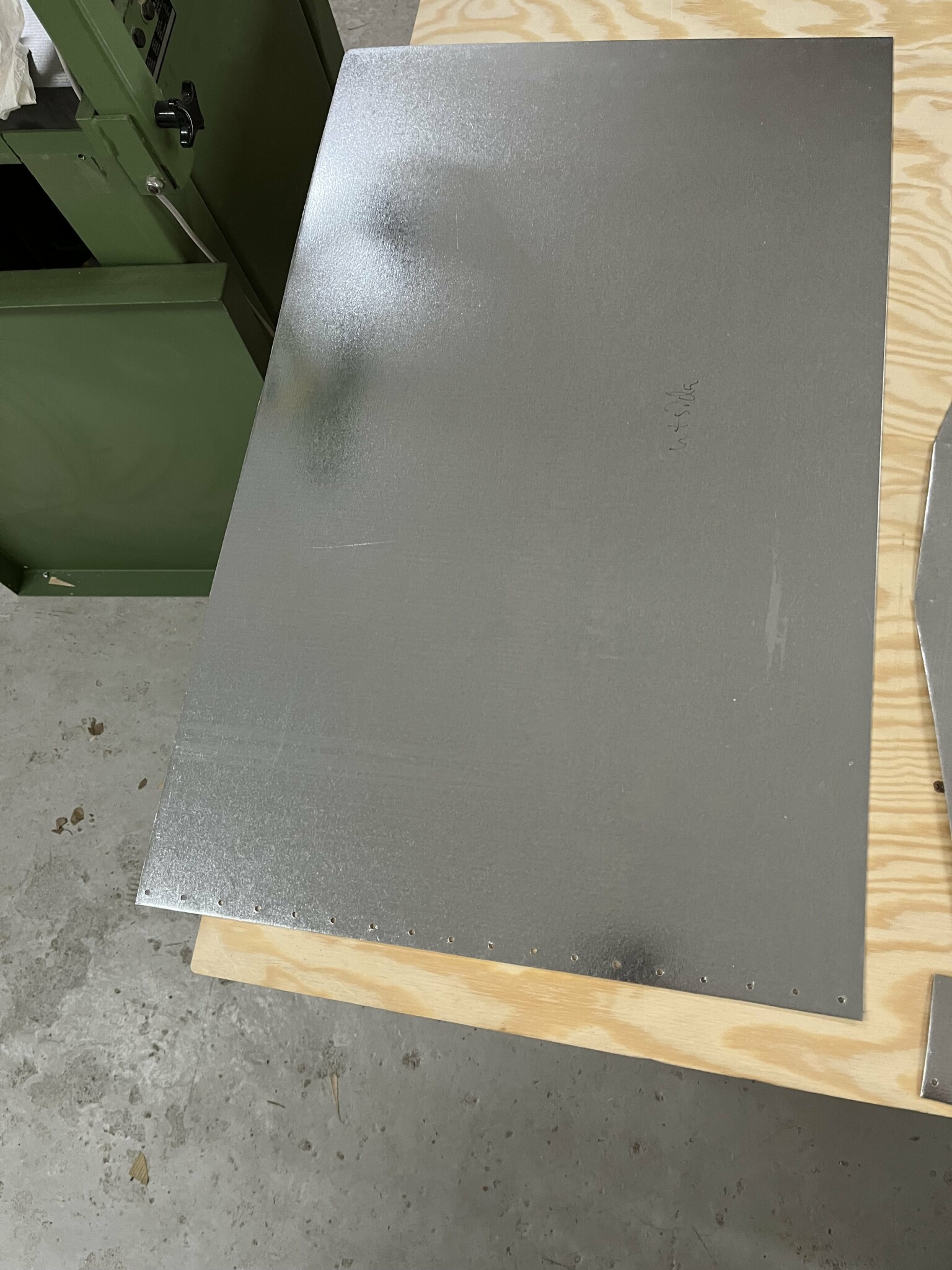
När allt var utklippt markerade jag var flärparna skulle klippas.

Sedan markera var popnitarna ska sättas. Använde körnare och borrade hål med 3,25 mm borr (för 3,2 mm popnit). Viktigt att endast borra på ena sidan av den överlappande plåten, sen borrar man andra sidan när man sätter ihop den med plywoodmallar senare.

Övergången från rektangulär till rund beräknas också med separat Excelark från annan hemsida som Bill refererat till. Jag körde på att ha sju vikningar per sida. Längden satte jag lika lång som långsidan på rektangeln. Ritsa hur den ska vikas.


Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Sedan markera var popnitarna ska sättas. Använde körnare och borrade hål med 3,25 mm borr (för 3,2 mm popnit). Viktigt att endast borra på ena sidan av den överlappande plåten, sen borrar man andra sidan när man sätter ihop den med plywoodmallar senare.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Övergången från rektangulär till rund beräknas också med separat Excelark från annan hemsida som Bill refererat till. Jag körde på att ha sju vikningar per sida. Längden satte jag lika lång som långsidan på rektangeln. Ritsa hur den ska vikas.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Produkter som diskuteras: "körnare"

Dornar & körnare
Dornar och körnare är handverktyg som ofta används inom bygg och hantverk. Dornar är cylindriska verktyg som används för att driva ut spikar, bultar och nitar, eller för att göra hål i material som trä, läder eller metall. Körnare
Läs mer
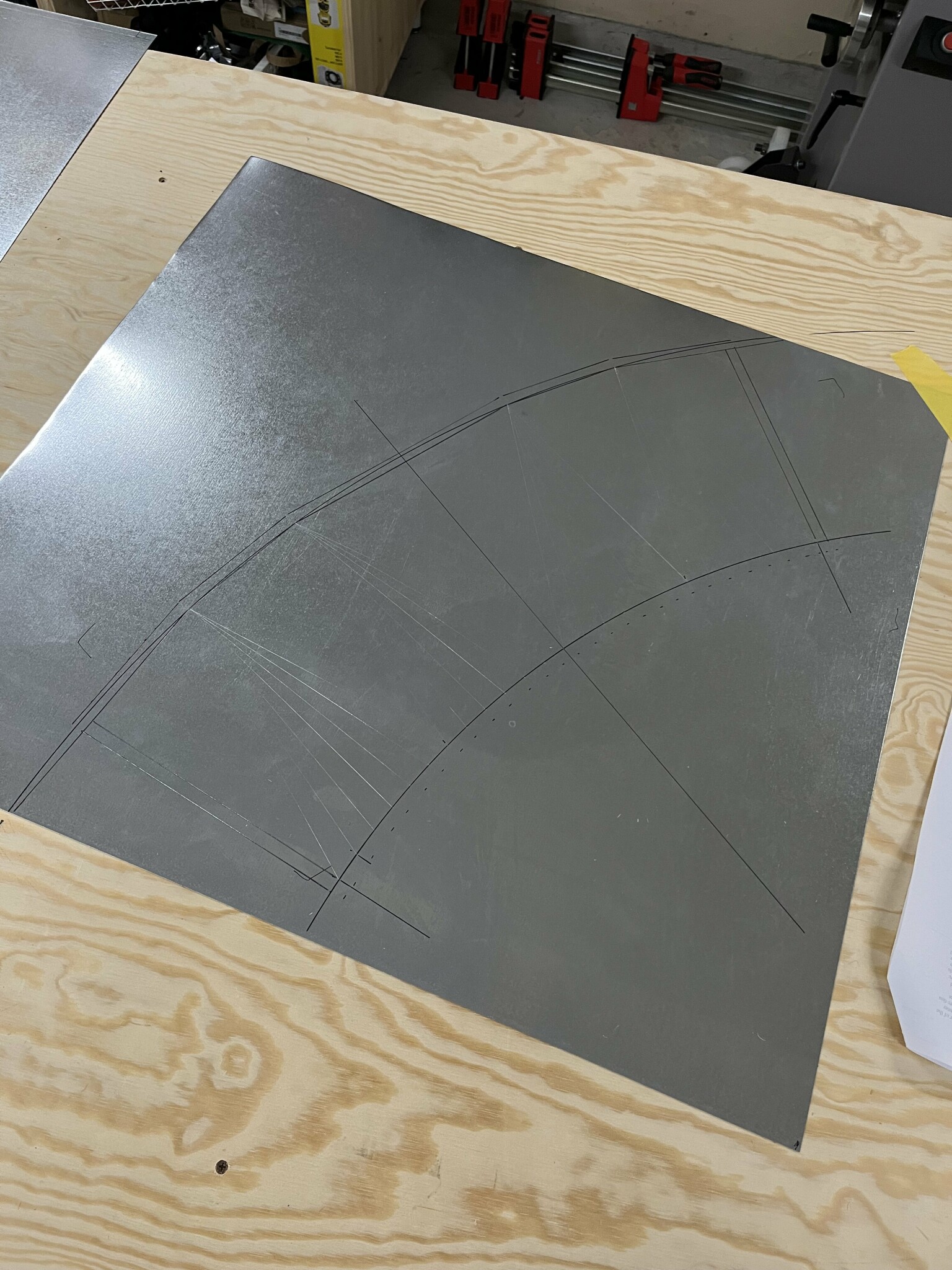
Lite detaljer om hur man gör övergången. Termerna följer Excelarket.
1. Markera de två radierna.
2. Markera mitten, linjen ska gå igenom borrhålet som linjalen svänger runt.
3. Markera ut ena långsidan, mitten på långsidan ska ligga på mittenstrecket och ändarna ska nudda yttre radien.

4. Markera kortsidor på respektive sida av långsidan, dessa utgår från änden på långsidan och slutar på yttre radien.
5. Markera långsida på samma sätt efter varje kortsida. Från mitten av dessa dras sedan ytterlinjerna ned till borrhålet.


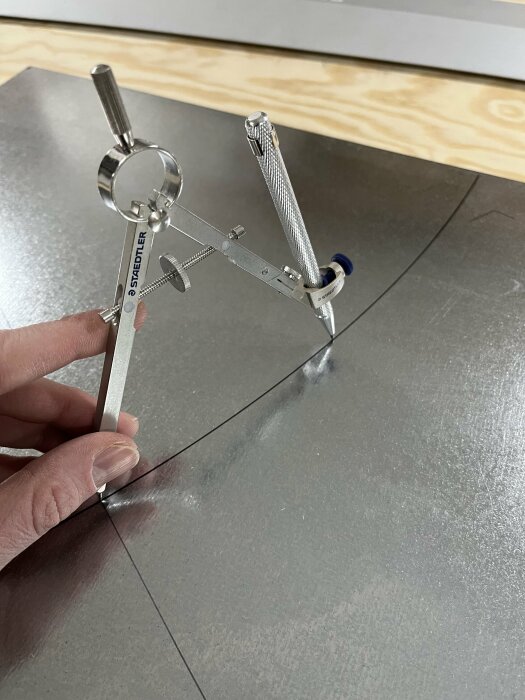
6. För den nedre radien markeras långa ”tick marks” med passare genom att utgå från mitten. Mellan dessa långa tick marks sätts sedan korta tick marks. Längd på långa och korta ges av Excelbladet.
7. Dra vikstreck från punkterna mellan långsida/kortsida på den övre radien till korta tickmarks.

8. Lägg till någon centimeter på alla sidor för överlapp för att kunna popnita.
Klipp ut, sedan klart!

1. Markera de två radierna.
2. Markera mitten, linjen ska gå igenom borrhålet som linjalen svänger runt.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
3. Markera ut ena långsidan, mitten på långsidan ska ligga på mittenstrecket och ändarna ska nudda yttre radien.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
4. Markera kortsidor på respektive sida av långsidan, dessa utgår från änden på långsidan och slutar på yttre radien.
5. Markera långsida på samma sätt efter varje kortsida. Från mitten av dessa dras sedan ytterlinjerna ned till borrhålet.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
6. För den nedre radien markeras långa ”tick marks” med passare genom att utgå från mitten. Mellan dessa långa tick marks sätts sedan korta tick marks. Längd på långa och korta ges av Excelbladet.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
7. Dra vikstreck från punkterna mellan långsida/kortsida på den övre radien till korta tickmarks.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
8. Lägg till någon centimeter på alla sidor för överlapp för att kunna popnita.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Klipp ut, sedan klart!

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
När alla delar klippts ut och borrats på ena sidan om överlappen är det dags för formning.



Formning
Här är det både delar som ska vikas/bockas och delar som ska valsas. Jag testade med ett enkelt sätt att bocka då jag inte har något riktig utrustning för det. Detta gick inte särskilt bra och blev inga skarpa kanter. Initialt tyckte jag även att valsningen var svår med Bills metod, särskilt för att få ytterkanterna runda. Beslutade därför att be en plåtslagare göra det. Jag märke ut alla delar väldigt noga, inklusive vilken sida som var in och ut på varje del. Eftersom allt var så noga utmärkt tog det mindre än en timma att bocka och valsa allt hos plåtslagaren. Bockningarna blev superbra, valsningarna var dock svårare och behövdes mer jobb när jag kom hem. Så här såg det ut då:

Jämförelse med min bockning och plåtslagarens. De är precis bredvid varandra. Skulle rekommendera att man köper eller bygger en liten kantvik för detta.

För valsningen tyckte jag som sagt att Bills metod med att använda rör och böja plåten var svår. Modifierade istället metoden lite och tvingade fast röret på bordet med plåten under. Då gick det superlätt att valsa! För huvudcylindern använde jag ett 160 mm spirorör, för konen (som är smal nedtill) använde jag ett 125 mm spirorör och sedan ett 100 mm plaströr.

Resultatet: både cylindern och konen blev runda och kunde stå nästan exakt hålla formen de ska ha. Notera att inga flärpar klippts innan formning, metallen viks lätt där man klippt annars. Hålet för inloppet klippte jag dock innan formning.


Så, om jag skulle göra detta igen skulle jag köpa en enkel kantvik och använda metoden med rören jag beskriver här, känner inte behov av att gå till plåtslagaren igen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Formning
Här är det både delar som ska vikas/bockas och delar som ska valsas. Jag testade med ett enkelt sätt att bocka då jag inte har något riktig utrustning för det. Detta gick inte särskilt bra och blev inga skarpa kanter. Initialt tyckte jag även att valsningen var svår med Bills metod, särskilt för att få ytterkanterna runda. Beslutade därför att be en plåtslagare göra det. Jag märke ut alla delar väldigt noga, inklusive vilken sida som var in och ut på varje del. Eftersom allt var så noga utmärkt tog det mindre än en timma att bocka och valsa allt hos plåtslagaren. Bockningarna blev superbra, valsningarna var dock svårare och behövdes mer jobb när jag kom hem. Så här såg det ut då:

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jämförelse med min bockning och plåtslagarens. De är precis bredvid varandra. Skulle rekommendera att man köper eller bygger en liten kantvik för detta.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
För valsningen tyckte jag som sagt att Bills metod med att använda rör och böja plåten var svår. Modifierade istället metoden lite och tvingade fast röret på bordet med plåten under. Då gick det superlätt att valsa! För huvudcylindern använde jag ett 160 mm spirorör, för konen (som är smal nedtill) använde jag ett 125 mm spirorör och sedan ett 100 mm plaströr.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Resultatet: både cylindern och konen blev runda och kunde stå nästan exakt hålla formen de ska ha. Notera att inga flärpar klippts innan formning, metallen viks lätt där man klippt annars. Hålet för inloppet klippte jag dock innan formning.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Så, om jag skulle göra detta igen skulle jag köpa en enkel kantvik och använda metoden med rören jag beskriver här, känner inte behov av att gå till plåtslagaren igen.