Jag köpte en sinkjigg hos Axminster (länk på slutet) i våras, och när jag postade det på ”Dagens verktygsinköp!” så fick jag frågan om jag kunde skriva en recension. Jag är nybörjare på denna typ av utrustning, men mina iakttagelser är förhoppningsvis användbara för andra nybörjare. Erfarna användare kan säkert ge annan bra information, och jag är själv intresserad av sådana inlägg.
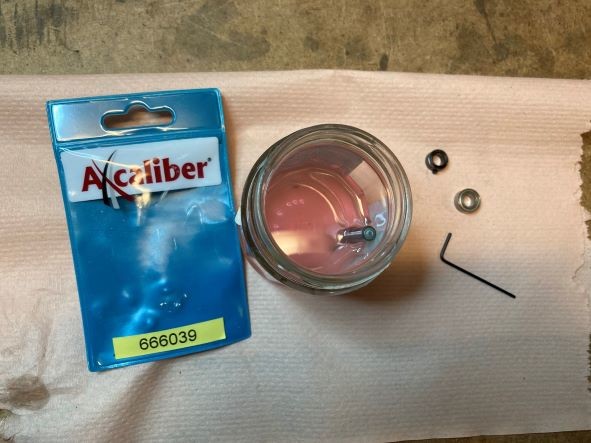
Den här jiggen gör så kallade laxstjärtar (dovetails på engelska). Varje ”tand” och ”mellanrum” på mallen är ½” (12,7 mm) vardera. Arbetsstyckets bredd bör anpassas till det, för att undvika smala och svaga partier vid kanterna. Max bredd på arbetsstycket är 275 mm. Materialtjocklek 12,7 till 32 mm för fram- och bakstycke, och 9,5 till 19 mm för sidstycke. Jiggen används tillsammans med handöverfräs, och levereras med ett anpassat frässtål med 1/4” (6,35 mm) skaftdiameter (de andra två stålen på bilden köpte jag samtidigt).
Jiggen levereras med en bra instruktionsbok.

Det finns flera olika skaftdiametrar som är vanliga: 6 mm, ¼” (6,35 mm), 8 mm, och ½” (12,7 mm). Min fräs har 8 mm som standard (och största möjliga), men det finns mutter och hylsa för 6 mm och ¼” att köpa som tillbehör.

Det första man bör göra är att skaffa sig kunskap och erfarenhet om säker och korrekt användning av handöverfräs. Fräsen bör ha noggrann djupinställning, och helst ratt med skala så man vet hur mycket man justerar. @Daniel_N har gjort en bra film som är värd att se:
Det andra man bör göra är att förse sig med tid, tålamod, och gott om spillvirke för provkörningar. Jiggen behöver ställas in, och justeras, och det kan ta lite tid att göra. Lär man sig grunderna, och är systematisk, så går det dock smidigt att få bra resultat.
Grundinställning
Man börjar med att ställa in sidoanslagen. De ska centreras ungefär i mitten av ”tand” respektive ”mellanrum”.

Därefter justeras de så att de är vinkelräta mot angränsande plan, med samma avstånd mellan horisontellt och vertikalt anslag som bredden på ”tand” eller ”mellanrum” (dvs. ½”, 12,7 mm). Här är det bra att ha en vinkelhake som mäter runt hörn, och skjutmått.

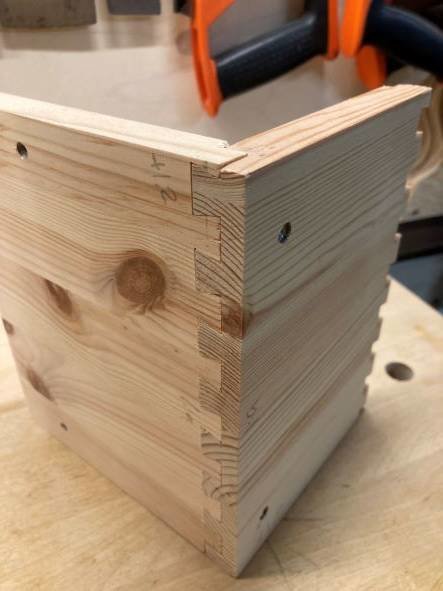
Så här ser det ut om anhållen inte har rätt inbördes avstånd. Arbetsstyckena är förskjutna 1,2 mm. Justera avståndet mellan anhållen tills delarna passar utan förskjutning. Bilden visar också hur det ser ut om arbetsstyckena inte går jämt ut mot ½” delning. Sista ”tanden” i överkanten är mycket smal.
Jiggen har sidoanslag både till höger och vänster. De ska ställas in på samma sätt, men spegelvänt.

Arbetsstyckena bearbetas ”omvänt”. Om man gör en låda så ska delarna placeras i jiggen med insidan ut (framåt och uppåt), och lådans högra hörn ska placeras mot vänstra anslagen (och vänstra hörnet mot högra anslagen). Man måste också tänka på att bearbeta lådans alla hörn så att lådan faktiskt går att montera. Prova!
Vertikala arbetsstyckets övre kant ska vara jäms med horisontella arbetsstyckets ovansida. Horisontella arbetsstycket ska vara dikt an mot det vertikala. Var noggrann även här!
Justeringar
Följande steg beror på arbetsstycket och kan behöva göras om mellan olika moment.
Aluminiumskenan med ”tänder” och ”mellanrum” ska ligga 1,5-3 mm innanför vertikala arbetsstyckets yttre sida. Avståndet beror på arbetsmaterialets tjocklek, se instruktionsboken och prova.

Bakre anslaget är där fräsens fotplatta går emot. Det finns en formel, med exempel, i instruktionsboken för att räkna ut avståndet (beror på materialtjocklek, frässtålets diameter och fotplattans diameter/storlek).

Så här ser det ut om man har kört för långt in med fräsen.

Mät felet, justera anslaget, och prova igen.

Man måste också justera frässtålets djup. Det finns en grundinställning i instruktionsboken, men man måste göra finjusteringar (upp eller ner) för att få rätt passning. Prova, justera, prova igen!
Till slut blir resultatet bra.

Reflexioner
Min fräs har två raka kanter på fotplattan. Se till att ni går emot anslaget ordentligt, och inte bara med ett hörn.

Det finns alltid risk att flisa trä. När man går ut från ett mellanrum så finns det risk att frässtålet gör urslag i kanten. Därför gör jag först ett skär längs med jiggen, för att kapa kanten (se filmen i slutet).

Verktyg och maskiner behöver skötas om. Det samlas beläggningar på skärstålen från harts och lim. Om ni lägger stålet i T-röd ett par minuter direkt när ni är klara så går det enkelt att tvätta bort beläggningen med en bomullstops. Kom ihåg att ta bort eventuella kullager först, så ni inte tvättar ur smörjmedlet!

Slutligen en kort filmsnutt där jag först gör ett ytligt skär för att förhindra urslag, därefter kör laxstjärtarna. Med övning så får man bra flyt i arbetet.
Om arbetsstyckena är smala så bör man placera spillvirke av samma tjocklek i den oanvända änden av jiggen, se filmen. Det finns risk att man deformerar jiggens spännanordning annars. Kan vara smart att använda t.ex. dubbelhäftande tejp för att hålla den vertikala spillbiten på plats.
Montera jiggen på ett så stadigt arbetsbord som möjligt!
Jag har gjort några högtalarlådor, där jag har rundat av kanter och hörn och sen klätt lådorna med vinyl (tolex). Då spelar utseendet på sinkningen ingen roll utan man vill bara ha stark fog. Gör man däremot en låda i olika träslag som ska klarlackas så vill man såklart ha ett snyggt utseende. Övning ger färdighet.
Den Axcaliber-jigg jag köpte är bland de billigare (1 350 kr när jag köpte den), men ger ett resultat som räcker för mig (hittills). Det går även att göra raka så kallade ”box joints” med ett annat frässtål, och det finns en tillbehörssats att köpa för mindre ¼” laxstjärtar.
Det finns så klart dyrare jiggar, som t.ex. Leigh för kanske 10 000 kr, men jag har ingen erfarenhet av dessa (än). Koneita (länk på slutet) har jiggar för 12”, 18”, och 24” bredd, men jag har ingen erfarenhet av dessa heller.
Förhoppningsvis är det någon som har användning av vad jag har skrivit. Jag gör det dock även för eget bruk. Det hjälper mig att gå vidare med kommande projekt om jag försöker strukturera upp det jag lärt mig. Som sagt tidigare så är jag intresserad av andra synpunkter och erfarenheter!
https://www.axminstertools.com/eu/axcaliber-dovetail-jig-502514?glCountry=SE&glCurrency=SEK
https://koneita.com/sv/7314-dovetail-jig-sinkmaskin
Den här jiggen gör så kallade laxstjärtar (dovetails på engelska). Varje ”tand” och ”mellanrum” på mallen är ½” (12,7 mm) vardera. Arbetsstyckets bredd bör anpassas till det, för att undvika smala och svaga partier vid kanterna. Max bredd på arbetsstycket är 275 mm. Materialtjocklek 12,7 till 32 mm för fram- och bakstycke, och 9,5 till 19 mm för sidstycke. Jiggen används tillsammans med handöverfräs, och levereras med ett anpassat frässtål med 1/4” (6,35 mm) skaftdiameter (de andra två stålen på bilden köpte jag samtidigt).
Jiggen levereras med en bra instruktionsbok.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Det finns flera olika skaftdiametrar som är vanliga: 6 mm, ¼” (6,35 mm), 8 mm, och ½” (12,7 mm). Min fräs har 8 mm som standard (och största möjliga), men det finns mutter och hylsa för 6 mm och ¼” att köpa som tillbehör.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Det första man bör göra är att skaffa sig kunskap och erfarenhet om säker och korrekt användning av handöverfräs. Fräsen bör ha noggrann djupinställning, och helst ratt med skala så man vet hur mycket man justerar. @Daniel_N har gjort en bra film som är värd att se:
Det andra man bör göra är att förse sig med tid, tålamod, och gott om spillvirke för provkörningar. Jiggen behöver ställas in, och justeras, och det kan ta lite tid att göra. Lär man sig grunderna, och är systematisk, så går det dock smidigt att få bra resultat.
Grundinställning
Man börjar med att ställa in sidoanslagen. De ska centreras ungefär i mitten av ”tand” respektive ”mellanrum”.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Därefter justeras de så att de är vinkelräta mot angränsande plan, med samma avstånd mellan horisontellt och vertikalt anslag som bredden på ”tand” eller ”mellanrum” (dvs. ½”, 12,7 mm). Här är det bra att ha en vinkelhake som mäter runt hörn, och skjutmått.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Så här ser det ut om anhållen inte har rätt inbördes avstånd. Arbetsstyckena är förskjutna 1,2 mm. Justera avståndet mellan anhållen tills delarna passar utan förskjutning. Bilden visar också hur det ser ut om arbetsstyckena inte går jämt ut mot ½” delning. Sista ”tanden” i överkanten är mycket smal.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Jiggen har sidoanslag både till höger och vänster. De ska ställas in på samma sätt, men spegelvänt.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Arbetsstyckena bearbetas ”omvänt”. Om man gör en låda så ska delarna placeras i jiggen med insidan ut (framåt och uppåt), och lådans högra hörn ska placeras mot vänstra anslagen (och vänstra hörnet mot högra anslagen). Man måste också tänka på att bearbeta lådans alla hörn så att lådan faktiskt går att montera. Prova!
Vertikala arbetsstyckets övre kant ska vara jäms med horisontella arbetsstyckets ovansida. Horisontella arbetsstycket ska vara dikt an mot det vertikala. Var noggrann även här!
Justeringar
Följande steg beror på arbetsstycket och kan behöva göras om mellan olika moment.
Aluminiumskenan med ”tänder” och ”mellanrum” ska ligga 1,5-3 mm innanför vertikala arbetsstyckets yttre sida. Avståndet beror på arbetsmaterialets tjocklek, se instruktionsboken och prova.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Bakre anslaget är där fräsens fotplatta går emot. Det finns en formel, med exempel, i instruktionsboken för att räkna ut avståndet (beror på materialtjocklek, frässtålets diameter och fotplattans diameter/storlek).

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Så här ser det ut om man har kört för långt in med fräsen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Mät felet, justera anslaget, och prova igen.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Man måste också justera frässtålets djup. Det finns en grundinställning i instruktionsboken, men man måste göra finjusteringar (upp eller ner) för att få rätt passning. Prova, justera, prova igen!
Till slut blir resultatet bra.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Reflexioner
Min fräs har två raka kanter på fotplattan. Se till att ni går emot anslaget ordentligt, och inte bara med ett hörn.

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Det finns alltid risk att flisa trä. När man går ut från ett mellanrum så finns det risk att frässtålet gör urslag i kanten. Därför gör jag först ett skär längs med jiggen, för att kapa kanten (se filmen i slutet).

Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Verktyg och maskiner behöver skötas om. Det samlas beläggningar på skärstålen från harts och lim. Om ni lägger stålet i T-röd ett par minuter direkt när ni är klara så går det enkelt att tvätta bort beläggningen med en bomullstops. Kom ihåg att ta bort eventuella kullager först, så ni inte tvättar ur smörjmedlet!
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Slutligen en kort filmsnutt där jag först gör ett ytligt skär för att förhindra urslag, därefter kör laxstjärtarna. Med övning så får man bra flyt i arbetet.
Om arbetsstyckena är smala så bör man placera spillvirke av samma tjocklek i den oanvända änden av jiggen, se filmen. Det finns risk att man deformerar jiggens spännanordning annars. Kan vara smart att använda t.ex. dubbelhäftande tejp för att hålla den vertikala spillbiten på plats.
Montera jiggen på ett så stadigt arbetsbord som möjligt!
Jag har gjort några högtalarlådor, där jag har rundat av kanter och hörn och sen klätt lådorna med vinyl (tolex). Då spelar utseendet på sinkningen ingen roll utan man vill bara ha stark fog. Gör man däremot en låda i olika träslag som ska klarlackas så vill man såklart ha ett snyggt utseende. Övning ger färdighet.
Den Axcaliber-jigg jag köpte är bland de billigare (1 350 kr när jag köpte den), men ger ett resultat som räcker för mig (hittills). Det går även att göra raka så kallade ”box joints” med ett annat frässtål, och det finns en tillbehörssats att köpa för mindre ¼” laxstjärtar.
Det finns så klart dyrare jiggar, som t.ex. Leigh för kanske 10 000 kr, men jag har ingen erfarenhet av dessa (än). Koneita (länk på slutet) har jiggar för 12”, 18”, och 24” bredd, men jag har ingen erfarenhet av dessa heller.
Förhoppningsvis är det någon som har användning av vad jag har skrivit. Jag gör det dock även för eget bruk. Det hjälper mig att gå vidare med kommande projekt om jag försöker strukturera upp det jag lärt mig. Som sagt tidigare så är jag intresserad av andra synpunkter och erfarenheter!
https://www.axminstertools.com/eu/axcaliber-dovetail-jig-502514?glCountry=SE&glCurrency=SEK
https://koneita.com/sv/7314-dovetail-jig-sinkmaskin
Produkter som diskuteras: "arbetsbord"

Arbetsbord Master 600 Wolfcraft
Ergonomiskt bord för varje kroppshålling
1 999 kr inkl moms
Läs mer
Bra recension. Tack! Konstigt att det inte är fler folk här och kommenterar. Sinka är ju ett fantastiskt tillvägagångssätt 😍B BlueX skrev:Jag köpte en sinkjigg hos Axminster (länk på slutet) i våras, och när jag postade det på ”Dagens verktygsinköp!” så fick jag frågan om jag kunde skriva en recension. Jag är nybörjare på denna typ av utrustning, men mina iakttagelser är förhoppningsvis användbara för andra nybörjare. Erfarna användare kan säkert ge annan bra information, och jag är själv intresserad av sådana inlägg.
Den här jiggen gör så kallade laxstjärtar (dovetails på engelska). Varje ”tand” och ”mellanrum” på mallen är ½” (12,7 mm) vardera. Arbetsstyckets bredd bör anpassas till det, för att undvika smala och svaga partier vid kanterna. Max bredd på arbetsstycket är 275 mm. Materialtjocklek 12,7 till 32 mm för fram- och bakstycke, och 9,5 till 19 mm för sidstycke. Jiggen används tillsammans med handöverfräs, och levereras med ett anpassat frässtål med 1/4” (6,35 mm) skaftdiameter (de andra två stålen på bilden köpte jag samtidigt).
Jiggen levereras med en bra instruktionsbok.
[bild]
Det finns flera olika skaftdiametrar som är vanliga: 6 mm, ¼” (6,35 mm), 8 mm, och ½” (12,7 mm). Min fräs har 8 mm som standard (och största möjliga), men det finns mutter och hylsa för 6 mm och ¼” att köpa som tillbehör.
[bild]
Det första man bör göra är att skaffa sig kunskap och erfarenhet om säker och korrekt användning av handöverfräs. Fräsen bör ha noggrann djupinställning, och helst ratt med skala så man vet hur mycket man justerar. @Daniel_N har gjort en bra film som är värd att se:
[media]
Det andra man bör göra är att förse sig med tid, tålamod, och gott om spillvirke för provkörningar. Jiggen behöver ställas in, och justeras, och det kan ta lite tid att göra. Lär man sig grunderna, och är systematisk, så går det dock smidigt att få bra resultat.
Grundinställning
Man börjar med att ställa in sidoanslagen. De ska centreras ungefär i mitten av ”tand” respektive ”mellanrum”.
[bild]
Därefter justeras de så att de är vinkelräta mot angränsande plan, med samma avstånd mellan horisontellt och vertikalt anslag som bredden på ”tand” eller ”mellanrum” (dvs. ½”, 12,7 mm). Här är det bra att ha en vinkelhake som mäter runt hörn, och skjutmått.
[bild]
Så här ser det ut om anhållen inte har rätt inbördes avstånd. Arbetsstyckena är förskjutna 1,2 mm. Justera avståndet mellan anhållen tills delarna passar utan förskjutning. Bilden visar också hur det ser ut om arbetsstyckena inte går jämt ut mot ½” delning. Sista ”tanden” i överkanten är mycket smal.
[bild]
Jiggen har sidoanslag både till höger och vänster. De ska ställas in på samma sätt, men spegelvänt.
[bild]
Arbetsstyckena bearbetas ”omvänt”. Om man gör en låda så ska delarna placeras i jiggen med insidan ut (framåt och uppåt), och lådans högra hörn ska placeras mot vänstra anslagen (och vänstra hörnet mot högra anslagen). Man måste också tänka på att bearbeta lådans alla hörn så att lådan faktiskt går att montera. Prova!
Vertikala arbetsstyckets övre kant ska vara jäms med horisontella arbetsstyckets ovansida. Horisontella arbetsstycket ska vara dikt an mot det vertikala. Var noggrann även här!
Justeringar
Följande steg beror på arbetsstycket och kan behöva göras om mellan olika moment.
Aluminiumskenan med ”tänder” och ”mellanrum” ska ligga 1,5-3 mm innanför vertikala arbetsstyckets yttre sida. Avståndet beror på arbetsmaterialets tjocklek, se instruktionsboken och prova.
[bild]
Bakre anslaget är där fräsens fotplatta går emot. Det finns en formel, med exempel, i instruktionsboken för att räkna ut avståndet (beror på materialtjocklek, frässtålets diameter och fotplattans diameter/storlek).
[bild]
Så här ser det ut om man har kört för långt in med fräsen.
[bild]
Mät felet, justera anslaget, och prova igen.
[bild]
Man måste också justera frässtålets djup. Det finns en grundinställning i instruktionsboken, men man måste göra finjusteringar (upp eller ner) för att få rätt passning. Prova, justera, prova igen!
Till slut blir resultatet bra.
[bild]
Reflexioner
Min fräs har två raka kanter på fotplattan. Se till att ni går emot anslaget ordentligt, och inte bara med ett hörn.
[bild]
Det finns alltid risk att flisa trä. När man går ut från ett mellanrum så finns det risk att frässtålet gör urslag i kanten. Därför gör jag först ett skär längs med jiggen, för att kapa kanten (se filmen i slutet).
[bild]
Verktyg och maskiner behöver skötas om. Det samlas beläggningar på skärstålen från harts och lim. Om ni lägger stålet i T-röd ett par minuter direkt när ni är klara så går det enkelt att tvätta bort beläggningen med en bomullstops. Kom ihåg att ta bort eventuella kullager först, så ni inte tvättar ur smörjmedlet!
[bild]
Slutligen en kort filmsnutt där jag först gör ett ytligt skär för att förhindra urslag, därefter kör laxstjärtarna. Med övning så får man bra flyt i arbetet.
Om arbetsstyckena är smala så bör man placera spillvirke av samma tjocklek i den oanvända änden av jiggen, se filmen. Det finns risk att man deformerar jiggens spännanordning annars. Kan vara smart att använda t.ex. dubbelhäftande tejp för att hålla den vertikala spillbiten på plats.
Montera jiggen på ett så stadigt arbetsbord som möjligt!
Jag har gjort några högtalarlådor, där jag har rundat av kanter och hörn och sen klätt lådorna med vinyl (tolex). Då spelar utseendet på sinkningen ingen roll utan man vill bara ha stark fog. Gör man däremot en låda i olika träslag som ska klarlackas så vill man såklart ha ett snyggt utseende. Övning ger färdighet.
Den Axcaliber-jigg jag köpte är bland de billigare (1 350 kr när jag köpte den), men ger ett resultat som räcker för mig (hittills). Det går även att göra raka så kallade ”box joints” med ett annat frässtål, och det finns en tillbehörssats att köpa för mindre ¼” laxstjärtar.
Det finns så klart dyrare jiggar, som t.ex. Leigh för kanske 10 000 kr, men jag har ingen erfarenhet av dessa (än). Koneita (länk på slutet) har jiggar för 12”, 18”, och 24” bredd, men jag har ingen erfarenhet av dessa heller.
Förhoppningsvis är det någon som har användning av vad jag har skrivit. Jag gör det dock även för eget bruk. Det hjälper mig att gå vidare med kommande projekt om jag försöker strukturera upp det jag lärt mig. Som sagt tidigare så är jag intresserad av andra synpunkter och erfarenheter!
[video]
[länk]
[länk]
Klicka här för att svara
Liknande trådar
-
Shelly för nybörjare. Hjälp önskas ...
Villalarm & Hemautomation -
Snickerikurs för nybörjare online något att ha?
Möbelsnickeri -
Hjälp en nybörjare förstärka träbjälklag i badrum. Bilder finns
Badrum -
CAD-Hjälp för nybörjare
3D-skrivare -
Montering och val av vindslucka med trappa - För nybörjare
Tak & Vind