Jag har gjort en liten fals runt en plåt. Det gör ju att materialet utanför falsen hamnar närmare centrum och med det så blir det ju för mycket material. Jag har provat och värma lite för att krympa ihop plåten det blev kanske lite bättre men inte bra. Jag har aldrig gjort det här förut utan jag satte igång ett projekt för att ev lära mig lite mer.
Jag köpte även en krymphammare på Biltema, men jag tycker inte det krymper något utan snarare sträcker, jag gör förmodligen fel. Är det någon som kan komma med lite glada tillrop?
Nu tycker jag ni är lite väl försiktiga.. Är det inte någon som har "lite" erfarenhet eller hört nån säga...
Så här kommer det se ut. Det skall bli en behållare som skall sitta på väggen bredvid toastolen. Jag skall använda rörböjarna på bilden för att tillverka ett vattenlås. På vänster sida skall det bli en liten "pip" där man kan hänga duschhandtaget syns på bilden framför behållaren. Sen skall det vara en blandare "till höger i bild" den skall fällas in i en plåt under behållaren. Sen skall allt monteras på en mörkbetsad träskiva för att ge ädelträ känsla och så kulhamrar jag lite för att få till känslan av gammalt och slitet. Det skall bli ett lock också jag har inte gjort det ännu. Problemet jag har är med överdelen på bakstycket, jag måste krympa den lite i ytterkanten.
Har du provat att avspänningsvärma plåten?. Den blir medgörligare då, det är ju så med mässing och andra metaller att dom blir hårdare ju mer man hamrar dom.
Det finns något som heter Thermocrom-kritor och tillverkas av Faber-Castell, dessa använder såhär: Man värmer först plåten litegrann så att vaxet i kritan kan smälta, drar några streck, värmer vidare tills strecket skiftar färg. De här kritorna finns för ett ganska stort temperaturområde. Jag har med framgång använt dessa vid ett flertal tillfällen. Men du får bereda dig på en del efterbearbetning, (polering) dom lämnar spår.
Det finns något som heter Thermocrom-kritor och tillverkas av Faber-Castell, dessa använder såhär: Man värmer först plåten litegrann så att vaxet i kritan kan smälta, drar några streck, värmer vidare tills strecket skiftar färg. De här kritorna finns för ett ganska stort temperaturområde. Jag har med framgång använt dessa vid ett flertal tillfällen. Men du får bereda dig på en del efterbearbetning, (polering) dom lämnar spår.
Måste svara mig själv, thermocromkritor verkar inte gå att få tag på. Men ir-termometrar går bra de också.
Jo jag har försökt att värma lite för att få det att krympa. Jag bankar en annan bit där jag har blivit tvungen att "mjuka upp" biten igen för mycket hamrande har gjort den hård. Men här är inte det problemet för bakstycket är bara rullfalsat 2gger fram och tillbaka så det har inte gjort den hård utan problemet är att det är för mycket material nu utanför falsningen så jag får den inte och bli slät mot väggen längre. Jag värmde och kylde i omgångar och fick den att dra ihop sig lite. Vaxet är inte det bara för att se vilken temp man har på biten?
Jo jag har försökt att värma lite för att få det att krympa. Jag bankar en annan bit där jag har blivit tvungen att "mjuka upp" biten igen för mycket hamrande har gjort den hård. Men här är inte det problemet för bakstycket är bara rullfalsat 2gger fram och tillbaka så det har inte gjort den hård utan problemet är att det är för mycket material nu utanför falsningen så jag får den inte och bli slät mot väggen längre. Jag värmde och kylde i omgångar och fick den att dra ihop sig lite. Vaxet är inte det bara för att se vilken temp man har på biten?
Vaxet i dom här kritorna är för att hålla ihop det här färgpigmentet som skiftar färg när rätt temperatur uppnåtts. Jag har kollat på nätet om dom finns, men icke, ingen verkar vilja kännas vid dom, men jag har en ask som bevis. Men alltnog, du måste upp i en temperatur på mellan 375-425 grader innan mässingen mjuknar och sedan hålla den där, gärna 1 timme. Om du kan få tag på en gammal laboratorieugn eller en bakugn som du kan manipulera termostaten på, då borde du kunna komma upp mot 400 grader. Om man måste kyla efteråt tror jag inte.
Jag rödglödgar! och det gör den mjuk, det går ganska så fort. Ja jag tror om man vill ha bort spänningar så är det bra att göra som du säger värma hela biten. Nu är ju plåten inte jätte stor så det går ganska så bra och värma upp den med svetsen. Jag köpte en liten svets med engångs behållare för gasen. https://verktygsboden.se/mappgasbra...TCyA6exuGUGu3HPQaWHkUyDV04O7WxXhoCF9cQAvD_BwE
Man får upp värmen bra med den 3100°C i lågan så det funkar fint att både hårdlöda med och att mjukgöra med. Man fick ju göra det där i metallslöjden i skolan då fick man ju göra 2 skålar en i koppar och en i mässing, just för att få känna på skillnaden.
Det verkar bara vara jag som inte förstår
Går det inte att bara fila bort lite material om det är för mycket?
Ja tänk om det var så enkelt.. man skulle bli tvungen att klippa en massa jack i ytterbiten för att få bort material, men det blir ju inte så snyggt.
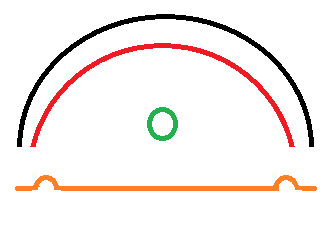
Skall förklara: Har man något som ser ut som följer. den svarta linjen är ytterkanten. Den röda där gör man en falls, låt oss säga att vi gör falsen 4mm djup utan att sträcka plåten, man kan säga att det blir som en bockning. Den orangea linjen visar hur plåten ser ut i profil. När man gör så här så kommer det fattas 8mm plåt utanför falsen (nu är det en radie så det blir inte riktigt 8mm) och plåten där hamnar 8mm närmare centrum var det bara en rak falls på en rak plåt så var det inge konstigt plåten skulle bara bli 8mm mindre men i detta fallet så falsar jag ju runt och då blir det en halvcirkel som hamnar närmare centrum och 8mm närmare centrum så blir det en mindre radie och det gör att längden på det svarta sträcket blir för långt och kommer bli alldeles vågigt för att få plats. För att få bort vågigheten och göra plåten slät igen så måste man krympa längden på den svarta linjen. Det kan man ju göra genom att klippa en massa jack, men det är ju inte rätt.. Utan man måste krympa plåten för att få den att dra i hop sig och bli slät.
Jag rödglödgar! och det gör den mjuk, det går ganska så fort. Ja jag tror om man vill ha bort spänningar så är det bra att göra som du säger värma hela biten. Nu är ju plåten inte jätte stor så det går ganska så bra och värma upp den med svetsen. Jag köpte en liten svets med engångs behållare för gasen.
[länk]
Man får upp värmen bra med den 3100°C i lågan så det funkar fint att både hårdlöda med och att mjukgöra med. Man fick ju göra det där i metallslöjden i skolan då fick man ju göra 2 skålar en i koppar och en i mässing, just för att få känna på skillnaden.
Rödglödgar du mässing kommer du att avzinka den, zinken kommer att försvinna i form av ånga över 420 grader, det går, men du kommer att få en annan färgton som kommer att gå åt kopparhållet på plåten, den blir också mjukare. Att värma med en svetsbrännare ger en ojämn uppvärmning även om du håller lågan i rörelse, då kan du få nya spänningar i plåten. Om jag vore i ditt ställe, skulle jag försöka pressa plåtkanten utanför "rillan". i ett lite större område.
Ja eftersom jag inte riktigt vet hur man skall krympa mässing så har jag gjort som när man krymper stålplåt. Man värmer och kyler snabbt för att få plåten att dra i hop sig, Får man en liten bubbla i plåten på en bil så gör man så. Jag visste inte att man avsinkar mässingsplåt, man hårdlöder ju mässing och då måste den vara rödglödgad ca 700°C Silverlod smälter där någon stans, visst blir den rödare men man måste i alla fall polera efter hårdlödningen och då får man fram den gula färgen igen. Jag kör nu med tunnplåt 0,5mm så uppvärmningen blir väldigt punktvis och det går fort att värma upp. I skolan på metallslöjden (typ 45år sen) så mjukglödgade vi mässing för att det skulle gå att fortsätta bearbeta. Sen om jag förstår rätt så är det risk för att mässing som kallbearbetas och är tunn, kan spricka så småningom. Man kan se det på gamla hinkar mm som är i mässing att den falsade kanten ofta är trasig. Och då måste man göra som du säger värma under lång tid för att spänningarna skall försvinna och förhindra sprickbildning. Ja det är mycket man behöver lära sig och mycke olika verktyg man måste ha för att kunna göra nått sånt här rätt.. Nu tänkte jag försöka få till det med lite enklare och billigare medel. Nu har jag vikt kanten omlott utanför rillan för att få en jämn och lite tjockare kant, det gör även att kanten blir lite styvare, nu är kanten ganska så slät, jag skall skruva fast denna behållare i en träskiva och det kommer tvinga plåten att bli slät, 3 skruvar räcker, kommer nog ta 4 för det blir nog snyggare. Tack för synpunkterna.
Ja eftersom jag inte riktigt vet hur man skall krympa mässing så har jag gjort som när man krymper stålplåt. Man värmer och kyler snabbt för att få plåten att dra i hop sig, Får man en liten bubbla i plåten på en bil så gör man så. Jag visste inte att man avsinkar mässingsplåt, man hårdlöder ju mässing och då måste den vara rödglödgad ca 700°C Silverlod smälter där någon stans, visst blir den rödare men man måste i alla fall polera efter hårdlödningen och då får man fram den gula färgen igen. Jag kör nu med tunnplåt 0,5mm så uppvärmningen blir väldigt punktvis och det går fort att värma upp. I skolan på metallslöjden (typ 45år sen) så mjukglödgade vi mässing för att det skulle gå att fortsätta bearbeta. Sen om jag förstår rätt så är det risk för att mässing som kallbearbetas och är tunn, kan spricka så småningom. Man kan se det på gamla hinkar mm som är i mässing att den falsade kanten ofta är trasig. Och då måste man göra som du säger värma under lång tid för att spänningarna skall försvinna och förhindra sprickbildning. Ja det är mycket man behöver lära sig och mycke olika verktyg man måste ha för att kunna göra nått sånt här rätt.. Nu tänkte jag försöka få till det med lite enklare och billigare medel. Nu har jag vikt kanten omlott utanför rillan för att få en jämn och lite tjockare kant, det gör även att kanten blir lite styvare, nu är kanten ganska så slät, jag skall skruva fast denna behållare i en träskiva och det kommer tvinga plåten att bli slät, 3 skruvar räcker, kommer nog ta 4 för det blir nog snyggare. Tack för synpunkterna.
Ja men gör då en sista uppvärmning efter kallhamrandet då minskar du de kvarvarande spänningarna och slipper ev. sprickor.
Silverlod brukar ha ett smältintervall mellan 585-650 grader, övervärmer du märks det på små bubblor/gropar/kratrar i det tillsatta lodet. Mässingslod/Bronslod har en extra tillsats av zink eller Tenn för att kompensera urzinkningen/urtenningen.







Krillew skrev:
Jo jag har försökt att värma lite för att få det att krympa. Jag bankar en annan bit där jag har blivit tvungen att "mjuka upp" biten igen för mycket hamrande har gjort den hård. Men här är inte det problemet för bakstycket är bara rullfalsat 2gger fram och tillbaka så det har inte gjort den hård utan problemet är att det är för mycket material nu utanför falsningen så jag får den inte och bli slät mot väggen längre. Jag värmde och kylde i omgångar och fick den att dra ihop sig lite. Vaxet är inte det bara för att se vilken temp man har på biten?KnockOnWood skrev: