Hej,
Tänkte försöka tillverka egna fönsterfoder som passar mina gamla från 40-talet. Hittar dock inga lämpliga frässtål efter ett antal timmars googling. Är nybörjare vad gäller fräsning, har kanske fel angreppssätt i tankarna. Har en Bosch pof 1200 monterat i ett fräsbord.
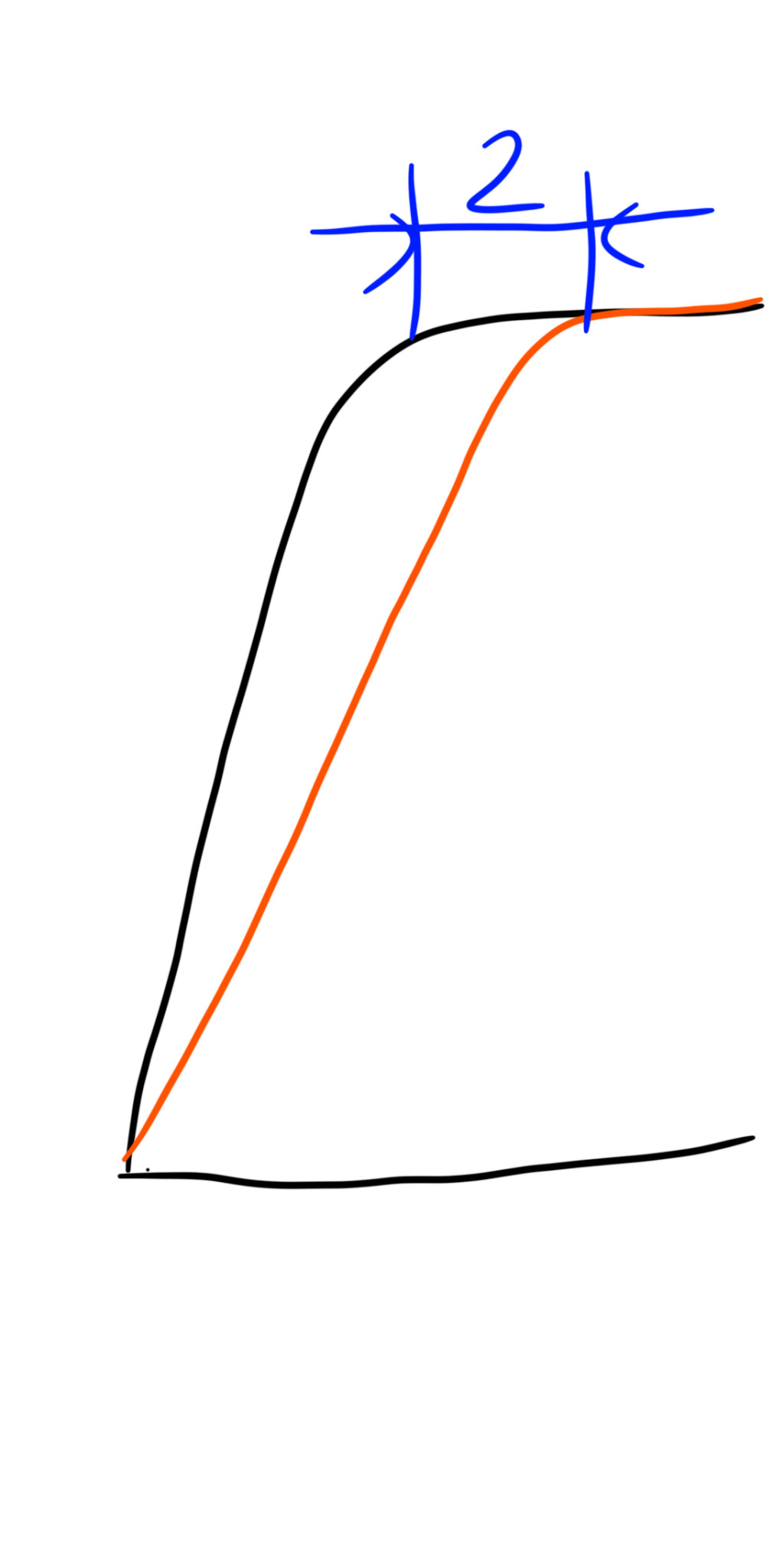
Huvudproblemet är den sneda avfasningen med avrundning.
bifogar en skiss över profilen. Vinkeln på avfasningen är nog 11grader och avrundningen r4
Tips på angreppssätt och frässtål tas tacksamt emot
/lpehr
Tänkte försöka tillverka egna fönsterfoder som passar mina gamla från 40-talet. Hittar dock inga lämpliga frässtål efter ett antal timmars googling. Är nybörjare vad gäller fräsning, har kanske fel angreppssätt i tankarna. Har en Bosch pof 1200 monterat i ett fräsbord.
Huvudproblemet är den sneda avfasningen med avrundning.
bifogar en skiss över profilen. Vinkeln på avfasningen är nog 11grader och avrundningen r4
Tips på angreppssätt och frässtål tas tacksamt emot
/lpehr
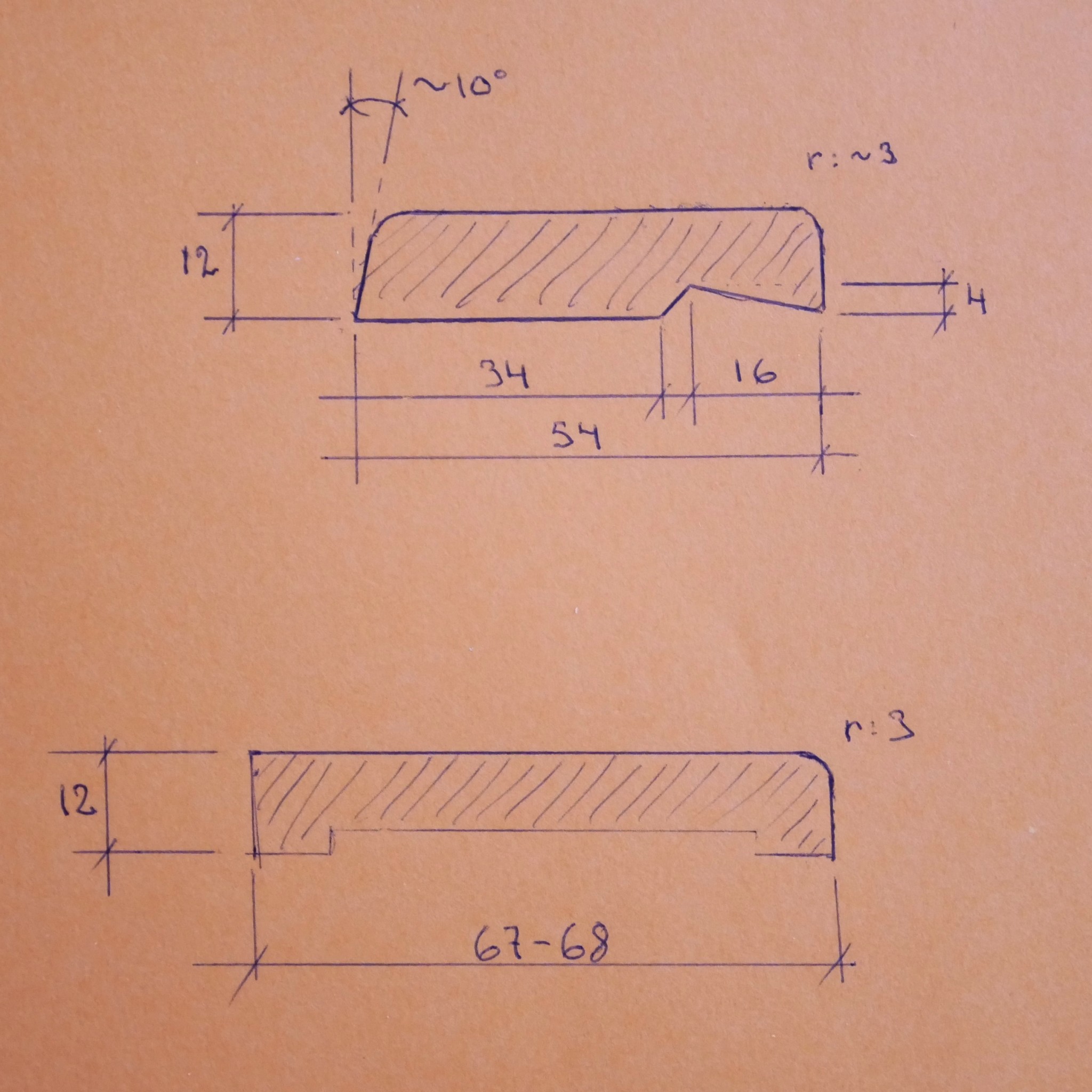
Välkommen till byggahus! Fasningen på ca 10˚ skulle jag sågat med bordssåg för att kunna få exakt vinkel. Har du inte bordssåg så skulle man kunna använda ett fasfrässtål (t.ex. Cobalt har ett på 8˚) eller så kanske ett laxstjärtsfrässtål (dovetail) kan komma ännu närmare rätt vinkel, t.ex. CMT har ett på 10˚. Avrundningsfrässtål finns det sedan en uppsjö att välja på.
Edit: urtaget på baksidan på bilden nedan kan fås med bredare notfräs med bottenskär (flera körningar, var observant på matningsriktningen). Jacket på översta bilden på baksidan list kan t.ex först köras med fasfrässtål (samma som ovan?) med listen stående, sedan liggande med ett 45˚ fas/v-spårfrässtål. Se t.ex. toolab.se och cmtorangetools.com
Edit: urtaget på baksidan på bilden nedan kan fås med bredare notfräs med bottenskär (flera körningar, var observant på matningsriktningen). Jacket på översta bilden på baksidan list kan t.ex först köras med fasfrässtål (samma som ovan?) med listen stående, sedan liggande med ett 45˚ fas/v-spårfrässtål. Se t.ex. toolab.se och cmtorangetools.com
Redigerat:
Ska det passa exakt ihop med de gamla eller de ska bara se ungefär likadana ut?
Finns ett frässtål här med R4 fast 20graders vinkel, kommer diffa ca 2mm på 12mm tjocklek https://www.wealdentool.com/acatalog/Online_Catalogue_Architrave_Chamfer_727.html Alternativt 12 graders lutning fast R8. Ska nog gå att hitta vad du söker om du letar vidare.
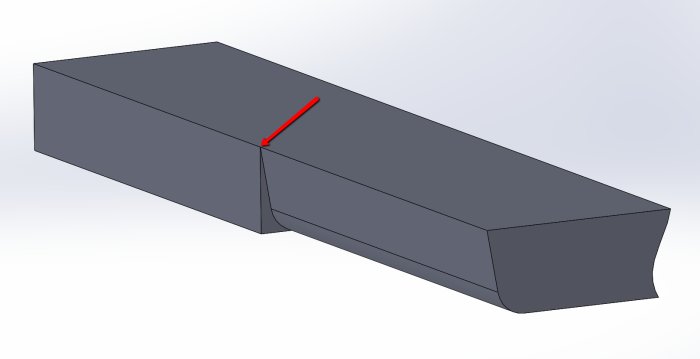
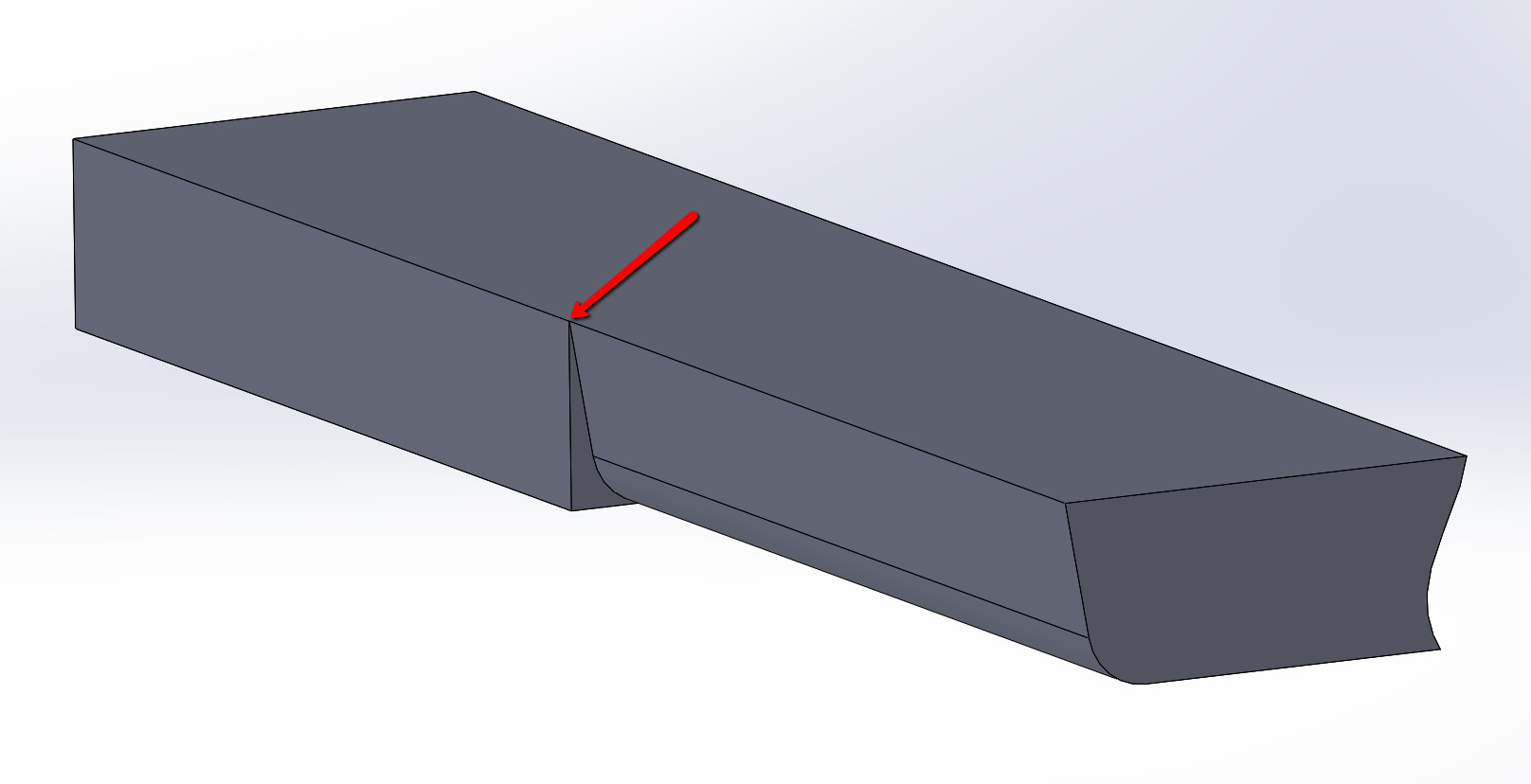
Med det sagt; profilen du vill göra till vänster gör att du blir av med din referens när du fräser. Efter plankan passerat stålet har den inget kvar som vilar mot anhållet, om du inte lyckas pricka exakt med anhållet så det linjerar vid röda pilen, vilket jag inte hade chansat på.
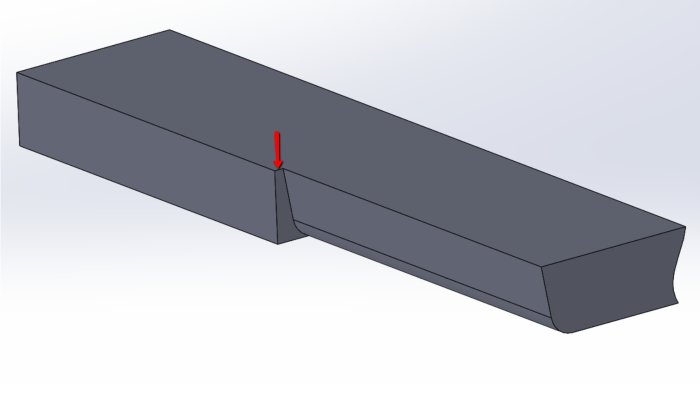
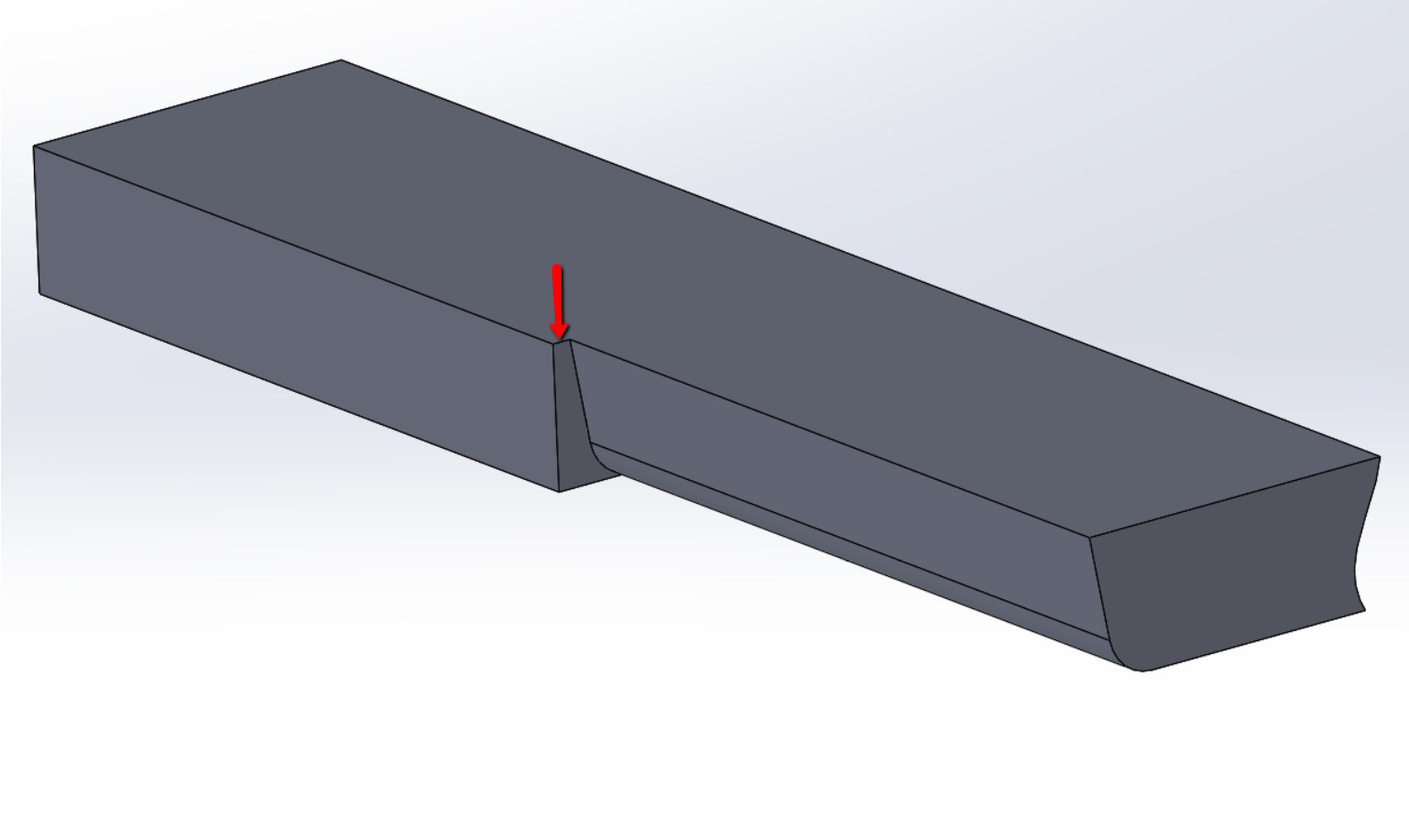
Du kan också sätta nåt shims på anhållet efter du passerat stålet så plankan får en ny referensyta att vila på, då fräser du bort som i bild 2. Shimset ska vara lika tjockt som sträckan röda pilen pekar på.
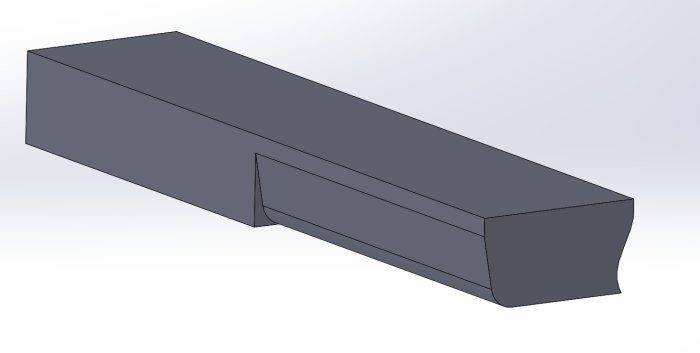
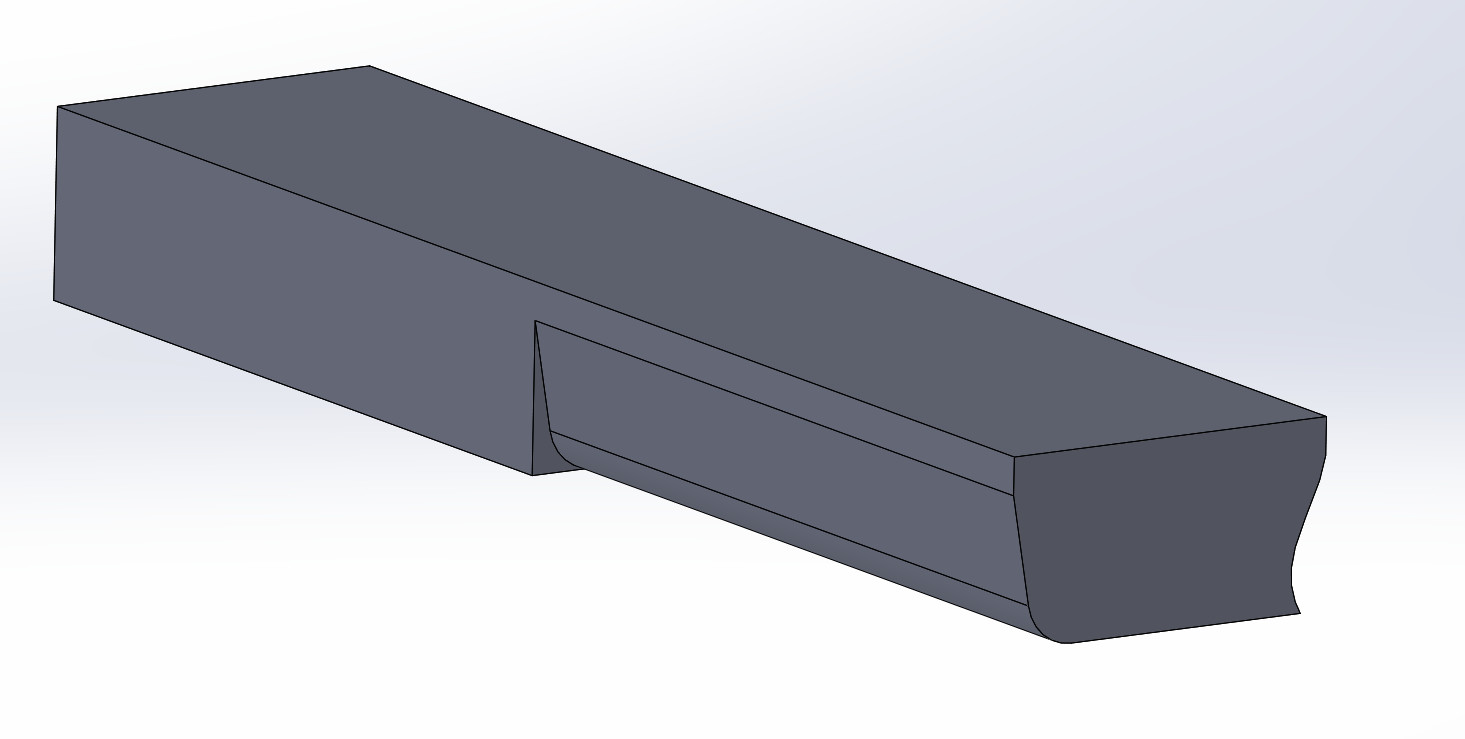
En enkel variant är att utgå från tjockare ämne, ex 15mm, och efter fräsningen planhyvla till rätt tjocklek. Då ser fräsningen ut som i bild 3, och man slipper mycket klydd.
Finns ett frässtål här med R4 fast 20graders vinkel, kommer diffa ca 2mm på 12mm tjocklek https://www.wealdentool.com/acatalog/Online_Catalogue_Architrave_Chamfer_727.html Alternativt 12 graders lutning fast R8. Ska nog gå att hitta vad du söker om du letar vidare.
Med det sagt; profilen du vill göra till vänster gör att du blir av med din referens när du fräser. Efter plankan passerat stålet har den inget kvar som vilar mot anhållet, om du inte lyckas pricka exakt med anhållet så det linjerar vid röda pilen, vilket jag inte hade chansat på.
Du kan också sätta nåt shims på anhållet efter du passerat stålet så plankan får en ny referensyta att vila på, då fräser du bort som i bild 2. Shimset ska vara lika tjockt som sträckan röda pilen pekar på.
En enkel variant är att utgå från tjockare ämne, ex 15mm, och efter fräsningen planhyvla till rätt tjocklek. Då ser fräsningen ut som i bild 3, och man slipper mycket klydd.
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Redigerat:
Microkatten skrev:
Välkommen till byggahus! Fasningen på ca 10˚ skulle jag sågat med bordssåg för att kunna få exakt vinkel. Har du inte bordssåg så skulle man kunna använda ett fasfrässtål (t.ex. Cobalt har ett på 8˚) eller så kanske ett laxstjärtsfrässtål (dovetail) kan komma ännu närmare rätt vinkel, t.ex. CMT har ett på 10˚. Avrundningsfrässtål finns det sedan en uppsjö att välja på.
Edit: urtaget på baksidan på bilden nedan kan fås med bredare notfräs med bottenskär (flera körningar, var observant på matningsriktningen). Jacket på översta bilden på baksidan list kan t.ex först köras med fasfrässtål (samma som ovan?) med listen stående, sedan liggande med ett 45˚ fas/v-spårfrässtål. Se t.ex. toolab.se och cmtorangetools.com
Hej och tack, har så att säga smyggluttat i byggahus ett bra tag. Verkligen seriöst och bra.
Har en fundering runt ditt svar. Fattar som att avrundningsstålen är avpassade hörn i 90° vinkel. Hur skulle det fungera med typ 79° ? Kan tänka mig att det blir mycket slipande eller att vinkla upp fodret 11° mot stålet.
/lpehr
Ola C skrev:
Ska det passa exakt ihop med de gamla eller de ska bara se ungefär likadana ut?
Finns ett frässtål här med R4 fast 20graders vinkel, kommer diffa ca 2mm på 12mm tjocklek [länk] Alternativt 12 graders lutning fast R8. Ska nog gå att hitta vad du söker om du letar vidare.
Med det sagt; profilen du vill göra till vänster gör att du blir av med din referens när du fräser. Efter plankan passerat stålet har den inget kvar som vilar mot anhållet, om du inte lyckas pricka exakt med anhållet så det linjerar vid röda pilen, vilket jag inte hade chansat på.
Du kan också sätta nåt shims på anhållet efter du passerat stålet så plankan får en ny referensyta att vila på, då fräser du bort som i bild 2. Shimset ska vara lika tjockt som sträckan röda pilen pekar på.
En enkel variant är att utgå från tjockare ämne, ex 15mm, och efter fräsningen planhyvla till rätt tjocklek. Då ser fräsningen ut som i bild 3, och man slipper mycket klydd.
[bild]
[bild]
[bild]
Hej o tack för dit svar.
Hade utan tvekan åkt dit på förlusten av referens. Tack för det!
Förstår inte hur du får till det med vinkeln
 , tycker att 30° är 30°. Pallar du så ge mig en ledtråd.
, tycker att 30° är 30°. Pallar du så ge mig en ledtråd.Shims säger du, vad använda till det?
PS stort tack för "Handöverfräsens dag" Gillade verkligen din jigg för fasning av bordsskiva. Skulle kanske funka att fasa av dörrspeglarna till mitt framtida dörrbygge DS
/lpehr
Du borde kunna använda avrundningsstål med större radie eller stål med s.k. ogee-profil. I båda fallen utnyttjas då bara en del av profilen. E.v. får man ta ett par tag med sandpapper för att avrunda kanten mellan fasen och avrundningen.
Det kan vara en del pysslande innan man hittar den bästa inställningen på fräsbordet, så man bör alltid göra testkörningar först med skräpbitar för att se att man får det resultat man vill ha. Ligger listen ned får man också bättre stöd. Kanhända man inte har hittat det perfeka frässtålet heller, men då har man mer kunskap om önskad profil och kan förhoppningsvis köpa ett stål som fungerar bättre. Testa först med vad du har helt enkelt, övning ger färdighet!
Det kan vara en del pysslande innan man hittar den bästa inställningen på fräsbordet, så man bör alltid göra testkörningar först med skräpbitar för att se att man får det resultat man vill ha. Ligger listen ned får man också bättre stöd. Kanhända man inte har hittat det perfeka frässtålet heller, men då har man mer kunskap om önskad profil och kan förhoppningsvis köpa ett stål som fungerar bättre. Testa först med vad du har helt enkelt, övning ger färdighet!
Vinkeln? Stålet i länken va 70 grader, 90-70=20...?L lpehr skrev:Hej o tack för dit svar.
Hade utan tvekan åkt dit på förlusten av referens. Tack för det!
Förstår inte hur du får till det med vinkeln
Shims säger du, vad använda till det?
PS stort tack för "Handöverfräsens dag" Gillade verkligen din jigg för fasning av bordsskiva. Skulle kanske funka att fasa av dörrspeglarna till mitt framtida dörrbygge DS
/lpehr
Shimset skulle vara för att få stöd efter ditt ämne passerat stålet på fräsbordet. Anhållet på utgångssidan sitter alltså en liten bit utanför anhållet på ingångssidan. Hittar ingen riktigt bra bild men läser du här förstår du nog principen https://www.wonkeedonkeetrend.co.uk...sing-a-router-table-to-plane-a-straight-edge/
Tack själv
Hmm va lite snabb på tangenterna. Såklart det ger 20. Men vad jag inte riktigt hänger med på
/lpehr
Stort tack för dina svar. Trixa runt och testaDu borde kunna använda avrundningsstål med större radie eller stål med s.k. ogee-profil. I båda fallen utnyttjas då bara en del av profilen. E.v. får man ta ett par tag med sandpapper för att avrunda kanten mellan fasen och avrundningen.
Det kan vara en del pysslande innan man hittar den bästa inställningen på fräsbordet, så man bör alltid göra testkörningar först med skräpbitar för att se att man får det resultat man vill ha. Ligger listen ned får man också bättre stöd. Kanhända man inte har hittat det perfeka frässtålet heller, men då har man mer kunskap om önskad profil och kan förhoppningsvis köpa ett stål som fungerar bättre. Testa först med vad du har helt enkelt, övning ger färdighet!
/lpehr
Vinkeln? Stålet i länken va 70 grader, 90-70=20...?
Shimset skulle vara för att få stöd efter ditt ämne passerat stålet på fräsbordet. Anhållet på utgångssidan sitter alltså en liten bit utanför anhållet på ingångssidan. Hittar ingen riktigt bra bild men läser du här förstår du nog principen [länk]
Tack själv
Hmmm va för snabb på tangenterna. 20 såklart. Vad min tröga hjärna inte greppar är ditt påstående att det ger en diff på 2mm på 12 mm tjocklek. Dvs vinkel på avfasningen skulle bli 13° istället för 11.
/lpehr
Nä, vinkeln på avfasningen blir 20 grader. 2mm "diff" är om 10 graders stålet tar bort x mm på korta hållet så tar 20 gradersstålet bort x+2mm, givet att tjockleken är 12mm.L lpehr skrev:
Inloggade ser högupplösta bilder
Logga in
Skapa konto
Gratis och tar endast 30 sekunder
Klicka här för att svara